それならば,インストーラ付属の change_for_laser.pl が参考になりますよ. 末尾に変更点のみを示しています. 残念ながらPythonではなくPerlで書かれています.実行方法は著書を参考に. ただし実行環境が変わっています. https://zawazawa.jp/b5almsd0ra1jvhw3/topic/6
言語の本は紹介できません. PerlやPythonはネット情報だけでも簡単に書ける言語(個人の感想)なので,参考書を買ったことがないからです. 参考となるスクリプトをたくさん用意しているので,これをベースに自分でカスタマイズすれば,言語をマスターしていなくてもある程度のことはできると思います. https://k-magara.github.io/download/scripts.html 全部インストーラに含まれているので,標準フォルダにインストールしていれば C:\Program Files\NCVC\scripts にあります.
では健闘を祈ります.
# Z軸が下降するときに埋め込むコード $ON_Code = "G31Z-100F1000\nG92Z0\nG00Z5.0\nG92Z0\n"; ## ''だと\n効かないので""で #$OFF_Code = 'M05'; ## こちらは使わず # s/(S[\d\.]+)//; ## S置換はしない if($G0X == 1 && $Zn < $Zp){ $_ = $ON_Code . $_; ## 現在行の前に $ON_Code を挿入 ←ココがポイント # elsif(($G0X == 0 or $G0X == 1) && $Zn > $Zp){ ## このif文(上昇用)はコメントアウト # $_ = $OFF_Code . "\n"; # $Zp = $Zn; # $GCF = 1; # $preG0X = $G0X; # }
こんにちは 返信いただきありがとうございます。 簡単に絵を書いてみました。 十字がx0,y0開始点、青が移動線、オレンジ丸が切削開始点とします。 オレンジ丸の開始点に移動し、切削開始前にZ軸のプローブ G31 Z-100 F1000 G92 Z0 G0 Z5.0 G92 Z0 を挿入したいです。
Python気になっているのですが昔、C言語を勉強しようと 初心者向けの本を何冊か購入しましたが訳わからず挫折しました。 実際にプログラミング出来る方から紹介していただくのが賢明だと思いましたので Pythonで超初心者でもなんとかなりそうな書籍の紹介お願いいたします。
こんにちは
もう少しやりたいことを具体化してもらうとサポートできるかもしれません.
切削場所が移動するたびに → Z軸が上昇するたびに Zプローブする → 何かの計測コマンドを入れる?
オススメの書式...言語は何で考えてますか? NCVCスクリプトは大半がPerlで書かれていますが,最近はPythonが人気です.当然使う言語によって参考書は違ってきますし,それぞれに相性があると思います.実際に本屋さんで手に取ってみたほうが良いですよ.
ご質問の件,前向きに対応します.リリースまでしばらくお待ちください.
FANUCマニュアルの↓の表記がなければ,対応していませんでしたww
まがら様
お世話になっております. ご対応ありがとうございました,修正されていることを確認しました. 無料にも関わらず,ここまで対応されていることに頭が下がります.
先程,NCVCがアップデートされていることに気が付き,またこちらの書き込みにも同時に気がついた次第です.. 反応が遅くなり申し訳ございませんでした. 書き込んだ時点で,IPアドレスで身元が割れそうだなと思っておりましたが,バレバレのご様子ですね笑 秋田は大潟村だけではなく,仁賀保高原・男鹿半島などバイクで走るにはうってつけの場所が沢山です. 簡単ではないことは重々承知ですが,ぜひ一度走りに来て頂けると幸いです.
実験実習技術研究会も,実は岩手以後についてはコロナ騒動前まではほぼ全て参加しておりました. この先,ちょっとどうなるかはわかりませんが,なにかの折にご挨拶できたら嬉しく思います.
そんなこんなで,講習会も全く間に合わずで申し訳ないです. Kodatsunoも使わせて頂いたことはないですが,存在はよく存じておりますのでなにかの折に手を出したいなとは思っています.
よろしくお願いいたします.
そうでしたか 思い付きで失礼しました。「
Z主軸降下で「エンドミル径」分切削したらX軸を移動で繰り返すパターですが
Y軸モーターを外して写真のようにセット
完全に旋盤の写真ですやん...フライスでやるんでしょ? どういうフライス機械ならこういう風にできるんですか? ひょっとして自作系のフライスを魔改造するってことですか? それはもうNCVCのサポート範疇ではありません. 冷たいようですが「がんばってください」としか言えないです.ごめんなさい.
っていうか旋盤買うか作るかしましょうよ...
フライスのY軸モーターを外して写真のようにします
少々オーバーなデータを作ってみました. フライスによる丸棒の切り出しについて,可能は可能ですが,エンドミルの長さ以上には切れないことは伝わりますか? (衝突事故ですYO)
仮に工作物を絵のように置いたところで,(絵で言う)Y軸の回転は旋盤でないとできない. (最近はフライスでもA軸とかB軸とかありますが)
NCVCでできるのは,『いまからはじめるNC工作 第2版』のp.200~にあるように,せいぜい円柱側面に加工する程度です.
ということでご質問の件, 「無理だ」とは言いませんが,機械にはそれぞれ得手不得手があります. そんな無茶しないほうがいいと思いますけどね~
失礼いたしました。
絵? え~~~~ 編集で追加か追コメしてください. 何もわかりませんよwww
いろいろ立て込んでましてお待たせしております.本日修正版をリリースしたのでお試しください.
--
余談ですが,9年前のH26(2014).3に近くまで行ってましたね.その時の発表ネタを末尾に貼り付けておきます.新幹線乗り継いで行きましたけど関西からはめちゃくちゃ遠かったですわ.飛行機で行けばよかったよ.
若かりし頃は 仙台ハイランド までレース用のバイク積んで車で行った思い出もあります.僕の最北端移動記録ですww
とまぁ近くまでは行ったことがありますが,nfmtsjさんの県には足を踏み入れたことがありません.八郎潟とか行ってみたいなぁ~(バレバレだww)
余談ついでに,再来週の5/26には金沢大学にお邪魔させていただくので,よかったらどうぞ.オンラインでも参加可能です. 第24回Kodatunoオープンセミナ
返信下さり,ありがとうございました. アドバイスいただいた方法で当面対応したいと思います. よろしくお願いいたします.
こんばんは.
現象確認しました.バグレポートありがとうございます. 修正リリースまでの当面は,G80の次は G00X0Y-70. としていただけると助かります. モーダルが効いていないようですが致命的ではないので優先度が低いかも?
バグ修正作業版の対応 ありがとうございました。おかげさまでMCVC君は元気になりました。
お待たせしました.本日修正版をリリースしたのでお知らせします. 今回はよくわからない不具合に悩まされました.もう引退かな...😥
よろしくお願いいたします。
こんばんは
[レイヤごとの複数条件]か[レイヤごとのZ座標指定]でできますよ. 著書『いまからはじめるNC工作 第2版』の3.4オリジナルストラップを作ろう,または,4.2.2擬似2.5Dの作図法なんかが参考になると思います.
添付画像は内-10mm, 外-15mmでデータ作りました.肉抜きではなく軌跡ですが,一つの工程で深さを変えています.
修正対応済みですが,リリース直前に他のところで落ちるバグが発覚し一時中止に... もう少しお待ちください😭
お手数をおかけしました.受け取りました.現象も確認できました. トレース実行すると確かにバグってますね. バグレポートありがとうございました. 少しお時間ください.修正します.
メ-ルで、送らせていただきました。よろしくお願いいたします
こんにちは.
現象はわかりましたが,データがないと再現できません. この掲示板は画像以外貼れないので,メールで送っていただくか,Googleドライブ等のクラウドサービスにアップしてリンクを示してください.
お世話になります。 コンパイル…仰せのとおりに完全に知識が不足と思いました。過去にVisualStudio5というのを買いましたが、その中のBASICが古い行番号付BASICとはずいぶん違っていて挫折した経験があります。 Windows98でVersion3.90を実行しましたところ、はじめ参照のMFC140.DLLが欠落といわれました故、これがVC2015のランタイムということでそちらをマイクロソフトから落として入れましたが 「ファイル API-MS-WIN-CRT-RUNTIME-L1-1-0.DLL を目的のアドレスに読み込めません。再配置もできません。製造元に問い合わせて、このバージョンの Windows に対応するファイルを入手してください。」 というエラーを吐いて走りませんでした。 Gitはソースも取得させていただけるのですね。代わりにVC5なんかのコンパイラに丸流ししても、文法が違ってだめでしょう? XPでありますが、以前試したときに手元の装置がつかえなかった記憶があり古いパソコンのままにしていました。そのXPのパソコンが先に壊れましたが(汗
長々と書きまして失礼いたしました。しかしNCVC無しではどうしようもありませんのでいま新しいパソコンを用意しようかと考えていたところでもあります。古い版で使って申すのも不敬ですが、これ程のソフトを常々製作に使わせていただきまして大変感謝しております。
こんにちは.長年のご使用ありがとうございます.
さて,ご質問の件ですが, 残念ながら僕の手元にもVer1.10の配布アーカイバは残っておりません.
古いOSを使わざるを得ない,のっぴきならない事情があると推察しますが,さすがにこれは推奨できない. 選択肢は3つ.
・ソースツリーから自力でコンパイル バージョン管理システムを導入したときに,古い更新履歴も記録していました.それをチェックアウトして自力でコンパイルすると再現は可能です.ただ現代のVisualStudioでコンパイルできるかどうかは微妙.オープンソースとはいえプログラミングの知識がないと現実的ではないですね.
・Windows98で起動できない原因を探る MFCランタイムの問題だけかと思いますが,エラーメッセージがわからなければ何とも...
・せめてXPに そのためにVer3.90を残しているので.
もっと早くGitを知っていればRELEASEアーカイバも残せていたんですけどね~ (そのころはオープンソースにするなんて夢にも思ってなかった)
TwitterのNCVC用アカウントは消してしまったので回答が参照できなくなっちゃった~ ゴミ箱からサルベージしたので,ここに再掲載しておきます. 思い込みあるあるですね.
了解しました。 ありがとうございました。
ご質問の件ですが,Windowsの一般的な機能です. 『Windows ダウンロード 警告』 などのキーワードで検索できます. たとえば 窓の杜 さんの記事とか. 詳細情報をクリックしないと実行できないようになっています. で,スレ主さんの質問に続きます. (関連する問題なのでよかったですが,基本的にはスレッド立ててくれたほうがありがたいです)
では,がんばってください.
お世話になります。PCをWin10からWin11に変更しましたので、ncvcを再インストールしようとダウンロードを試みたのですが、 >ncvc411_install64.exeは一般的にダウンロードされていません。ncvc411_install.exeを開く前に信頼できることを確認してください。 と表示されてダウンロードできないのですが、対処方法を教えていただけますでしょうか? 宜しくお願いします。
お世話になります。PCをWin10からWin11に変更しまして、NCVCをインストールしようとダウンロードしようとしたところ、 >ncvc
まがら様 ishii様
時間は掛かりましたがお陰様でスクリプトできました😄 「ActiveState」社のインストールは何度試しても上手く行かず PCをリカバリーと「perl -v」は反応したのですがパールを実行するとフォルダーの場所が違うみたいなエラーがでて場所を変えてら他のエラで・・・忘れかけていたニコチンの誘惑に負けそう🥶 何気なく掲示板を読み返したら perlの推奨サイトがあるじゃないですか。イチゴは10分足らずでインストール完了 NCVCを起動してスクリプトを実行したらアッサリと出来ちゃった この2日は何だったのか・・・喜びも半減
そもそもG2G3は直線と円弧でしか機能しないみたいだが 無知な年寄は少しは融通がきかないかとベジェー曲線のポイントを減らしたり増やしたり始点を変えてみたら面白い動きをする 長いベジェー曲線で最初は円弧と判断したのか速度を落し少し経つつと速度をあげる さらにアンカーポイントの数 ハンドルの有無等々、何百?も試したが一貫性がない・・・よく考えたら融通が利かないのがGコードだ。 ただ 昨今はAIが飛躍的に進歩しているみたいなので賢いファジースクリプトとかできるかも 知らんけど😱
G01 が G1 と出ているのでNCVCで吐いたGコードではなさそう.それは別にいいんですけど
当時から「.ai」のデータが多くてプラグインで変換したDXFデータは線が切れていたり、捻じれていたりと修正する作業が大変で お金さえ出せば良いソフトはあるのですが趣味の延長なで・・・そのような時にググっていたら「.ai」をそのまま使える格安のソフトあったんですよ。
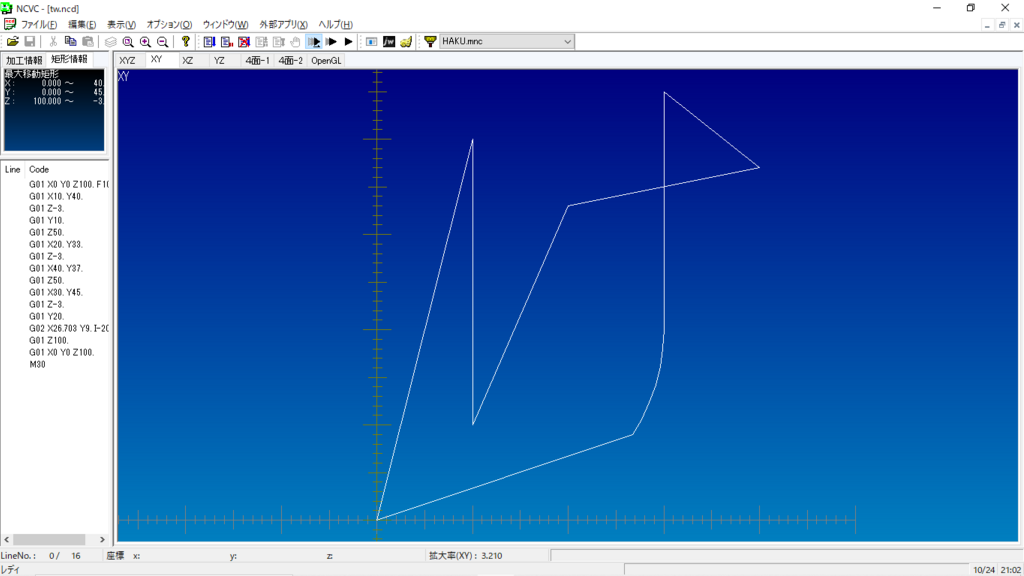
終点の手前で一度違うブロックに分離(線を分断)し,そこでFを変えないと.始点でも同じことですね.
今回 試行錯誤した中で 提案して戴いた「線を分断」時間は掛かりますが作図でできるので私には一番良さそうです。
長い直線は長い直線でコード化しないと,加減速もなにもないですよww
G09(イグザクトストップ)G01(直線補間)、G02, G03(円弧補間)などの切削送りで有効なのです。 {G08(加速)G09(減速)} 最初は殆ど理解できませんでしたが この何日間で頭もだいぶ柔らかくなったような気がします。 年を重ねても脳細胞は活性化するようで また質問させて頂きますのでよろしくです。
返信ありがとうございます。 >何かソフト内で悪いことしてたら即ネットには上がると思うので なるほど!参考にさせて頂きます。 ありがとうございます!
確かに不安ですよね. いつからかフリーソフトに対するマイクロソフトの風当たりが強くて,僕も困っています. いちおうIssueを上げてるんですけどね. リンク 何かソフト内で悪いことしてたら即ネットには上がると思うので,解決されるまではごめんなさい.ご辛抱ください.
少し本題からズレますが,3番目の画像をさらによく見ると細かい線分が連続したコードになっていますね. CADにもよりますが,ひょっとすると曲線で直線を作図していませんか? その理屈で言うと鋭角部分の丸め円弧も G02/G03 ではなく微細線分の可能性がありますが,
G3行に速度指定して実際に切削していて返信遅くなりました。
と書いてるしな~ G01 が G1 と出ているのでNCVCで吐いたGコードではなさそう.それは別にいいんですけど,効率のいいコードではないですね.長い直線は長い直線でコード化しないと,加減速もなにもないですよww
とにかくishiiさんの書かれたとおり G02/G03 に効くスクリプトなので,お間違えの無いように.
書籍の追加購入ありがとうございます. Perlの推奨環境を変えましたのでご注意ください.この前出た3刷目には脚注に反映させました. 詳しくは Perlの推奨環境を変更します を参照ください.
健闘を祈ります.
ishii様
早々スクリプト作って頂きありがとうございます。🙇♂️ 16年ほど前にスクリプトの設定で 旨くできなくて難儀した事を覚えています。 今朝から再設定しょうと書籍を探すも見つからず 捨てることは無いし 多分あいつが持って行った・・・もう時効だ。
近くの書店に無かったので 通販で一番早い所はやはりアマゾンで遅くても土曜日着。 アルコールで錆びついた頭で旨く設定ができるかは別として 久々のワクワク感です🥰 書籍が届くのが待ち遠しい
できるだけ自力を心がけますが また直ぐお邪魔するかもです😅
タマさん、こんにちは。 ishiiと申します。
・G02/G03を見つけて,適当なFを追加 ・その次のブロックに元のFを追加
を行うPerlスクリプトを作成してみました。
リンク
スクリプトをダンロードして 冒頭部分の $cornerF=50; を適当な数字に変更して使用してみてください。
ゴメンなさい
G3行に速度指定して実際に切削していて返信遅くなりました。 加減速はできませんでしたがこの作業がスクリプトで可能でしたら最高です。
よろしくお願いいたします。🙇♂️
ログインし忘れて書き込んじゃった. 僕です.作者ですwww
よ~く見ると,鋭角部分は円弧になってますね. そしたら
『G02/G03だけ切削速度を落とす』なら,なんとなくスクリプトでもできそう.
でいけますよ.
こういうスクリプトではダメですか?

それならば,インストーラ付属の change_for_laser.pl が参考になりますよ.
末尾に変更点のみを示しています.
残念ながらPythonではなくPerlで書かれています.実行方法は著書を参考に.
ただし実行環境が変わっています.
https://zawazawa.jp/b5almsd0ra1jvhw3/topic/6
言語の本は紹介できません.
PerlやPythonはネット情報だけでも簡単に書ける言語(個人の感想)なので,参考書を買ったことがないからです.
参考となるスクリプトをたくさん用意しているので,これをベースに自分でカスタマイズすれば,言語をマスターしていなくてもある程度のことはできると思います.
https://k-magara.github.io/download/scripts.html
全部インストーラに含まれているので,標準フォルダにインストールしていれば
C:\Program Files\NCVC\scripts
にあります.
では健闘を祈ります.
こんにちは
返信いただきありがとうございます。
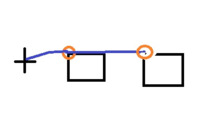
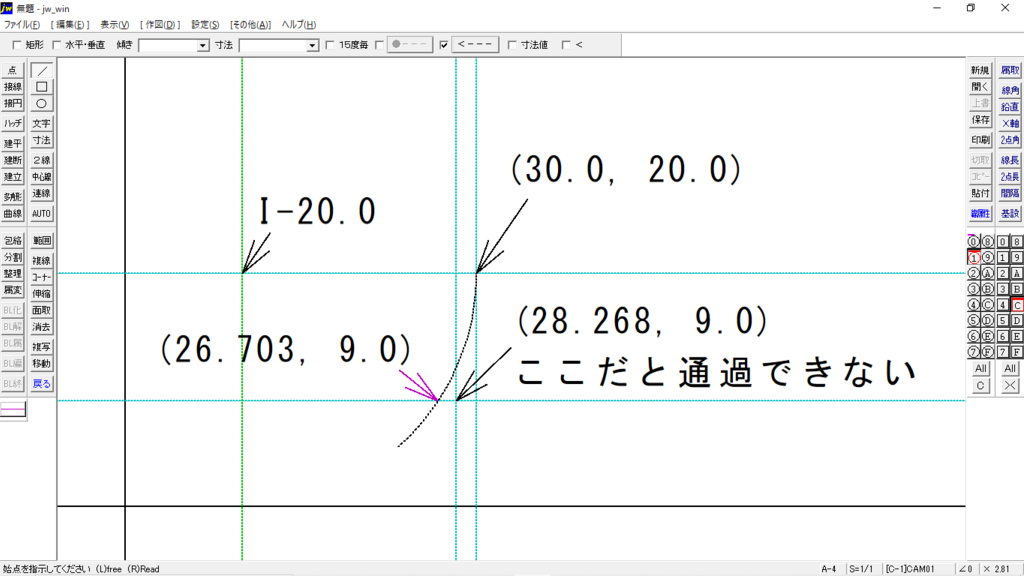
簡単に絵を書いてみました。
十字がx0,y0開始点、青が移動線、オレンジ丸が切削開始点とします。
オレンジ丸の開始点に移動し、切削開始前にZ軸のプローブ
G31 Z-100 F1000
G92 Z0
G0 Z5.0
G92 Z0
を挿入したいです。
Python気になっているのですが昔、C言語を勉強しようと
初心者向けの本を何冊か購入しましたが訳わからず挫折しました。
実際にプログラミング出来る方から紹介していただくのが賢明だと思いましたので
Pythonで超初心者でもなんとかなりそうな書籍の紹介お願いいたします。
こんにちは
もう少しやりたいことを具体化してもらうとサポートできるかもしれません.
切削場所が移動するたびに → Z軸が上昇するたびに
Zプローブする → 何かの計測コマンドを入れる?
オススメの書式...言語は何で考えてますか?
NCVCスクリプトは大半がPerlで書かれていますが,最近はPythonが人気です.当然使う言語によって参考書は違ってきますし,それぞれに相性があると思います.実際に本屋さんで手に取ってみたほうが良いですよ.
こんにちは
ご質問の件,前向きに対応します.リリースまでしばらくお待ちください.
FANUCマニュアルの↓の表記がなければ,対応していませんでしたww
まがら様
お世話になっております.
ご対応ありがとうございました,修正されていることを確認しました.
無料にも関わらず,ここまで対応されていることに頭が下がります.
先程,NCVCがアップデートされていることに気が付き,またこちらの書き込みにも同時に気がついた次第です..
反応が遅くなり申し訳ございませんでした.
書き込んだ時点で,IPアドレスで身元が割れそうだなと思っておりましたが,バレバレのご様子ですね笑
秋田は大潟村だけではなく,仁賀保高原・男鹿半島などバイクで走るにはうってつけの場所が沢山です.
簡単ではないことは重々承知ですが,ぜひ一度走りに来て頂けると幸いです.
実験実習技術研究会も,実は岩手以後についてはコロナ騒動前まではほぼ全て参加しておりました.
この先,ちょっとどうなるかはわかりませんが,なにかの折にご挨拶できたら嬉しく思います.
そんなこんなで,講習会も全く間に合わずで申し訳ないです.
Kodatsunoも使わせて頂いたことはないですが,存在はよく存じておりますのでなにかの折に手を出したいなとは思っています.
よろしくお願いいたします.
そうでしたか 思い付きで失礼しました。「
Z主軸降下で「エンドミル径」分切削したらX軸を移動で繰り返すパターですが
完全に旋盤の写真ですやん...フライスでやるんでしょ? どういうフライス機械ならこういう風にできるんですか?
ひょっとして自作系のフライスを魔改造するってことですか?
それはもうNCVCのサポート範疇ではありません.
冷たいようですが「がんばってください」としか言えないです.ごめんなさい.
っていうか旋盤買うか作るかしましょうよ...
フライスのY軸モーターを外して写真のようにします
少々オーバーなデータを作ってみました.
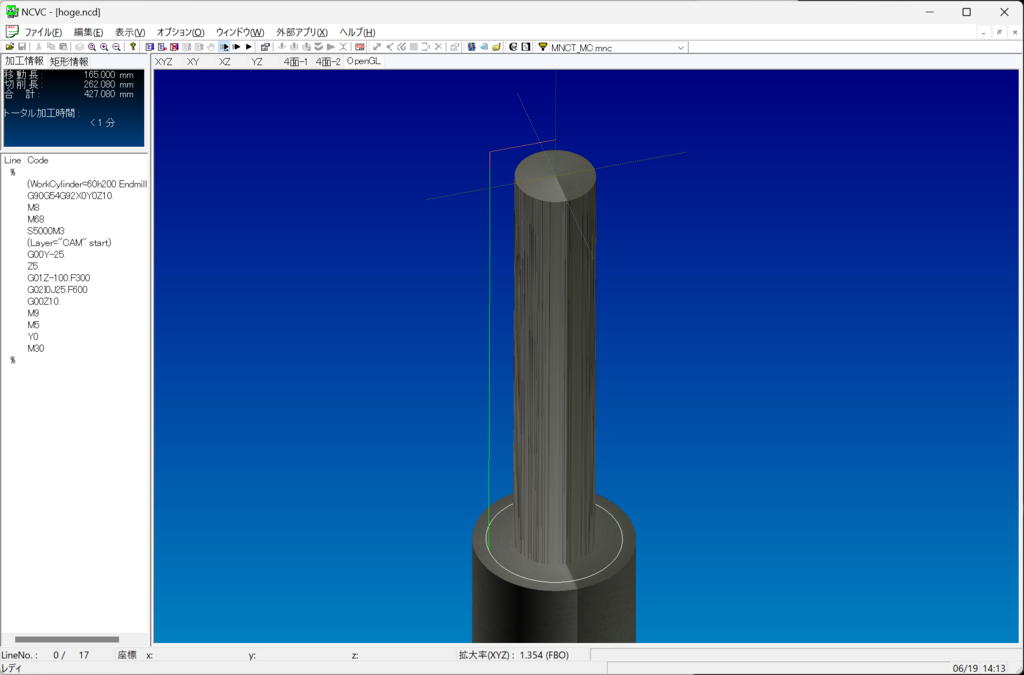
フライスによる丸棒の切り出しについて,可能は可能ですが,エンドミルの長さ以上には切れないことは伝わりますか? (衝突事故ですYO)
仮に工作物を絵のように置いたところで,(絵で言う)Y軸の回転は旋盤でないとできない.
(最近はフライスでもA軸とかB軸とかありますが)
NCVCでできるのは,『いまからはじめるNC工作 第2版』のp.200~にあるように,せいぜい円柱側面に加工する程度です.
ということでご質問の件,
「無理だ」とは言いませんが,機械にはそれぞれ得手不得手があります.
そんな無茶しないほうがいいと思いますけどね~
失礼いたしました。
絵? え~~~~
編集で追加か追コメしてください.
何もわかりませんよwww
こんにちは
いろいろ立て込んでましてお待たせしております.本日修正版をリリースしたのでお試しください.
--
余談ですが,9年前のH26(2014).3に近くまで行ってましたね.その時の発表ネタを末尾に貼り付けておきます.新幹線乗り継いで行きましたけど関西からはめちゃくちゃ遠かったですわ.飛行機で行けばよかったよ.
若かりし頃は 仙台ハイランド までレース用のバイク積んで車で行った思い出もあります.僕の最北端移動記録ですww
とまぁ近くまでは行ったことがありますが,nfmtsjさんの県には足を踏み入れたことがありません.八郎潟とか行ってみたいなぁ~(バレバレだww)
--
余談ついでに,再来週の5/26には金沢大学にお邪魔させていただくので,よかったらどうぞ.オンラインでも参加可能です.
第24回Kodatunoオープンセミナ
まがら様
返信下さり,ありがとうございました.
アドバイスいただいた方法で当面対応したいと思います.
よろしくお願いいたします.
こんばんは.
現象確認しました.バグレポートありがとうございます.
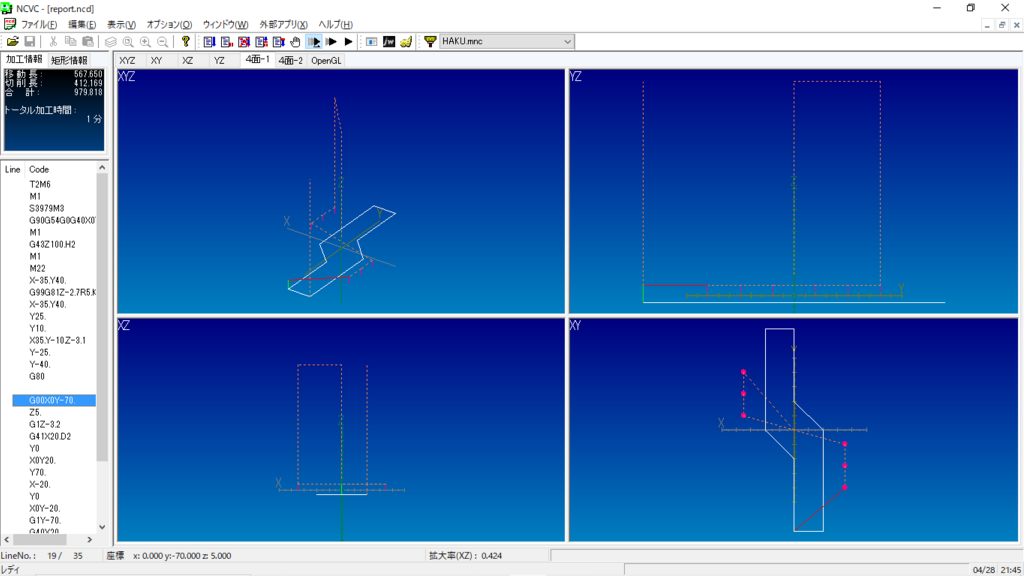
修正リリースまでの当面は,G80の次は G00X0Y-70. としていただけると助かります.
モーダルが効いていないようですが致命的ではないので優先度が低いかも?
バグ修正作業版の対応 ありがとうございました。おかげさまでMCVC君は元気になりました。
お待たせしました.本日修正版をリリースしたのでお知らせします.
今回はよくわからない不具合に悩まされました.もう引退かな...😥
よろしくお願いいたします。
こんばんは
[レイヤごとの複数条件]か[レイヤごとのZ座標指定]でできますよ.
著書『いまからはじめるNC工作 第2版』の3.4オリジナルストラップを作ろう,または,4.2.2擬似2.5Dの作図法なんかが参考になると思います.
添付画像は内-10mm, 外-15mmでデータ作りました.肉抜きではなく軌跡ですが,一つの工程で深さを変えています.
修正対応済みですが,リリース直前に他のところで落ちるバグが発覚し一時中止に...
もう少しお待ちください😭
お手数をおかけしました.受け取りました.現象も確認できました.
トレース実行すると確かにバグってますね.
バグレポートありがとうございました.
少しお時間ください.修正します.
メ-ルで、送らせていただきました。よろしくお願いいたします
こんにちは.
現象はわかりましたが,データがないと再現できません.
この掲示板は画像以外貼れないので,メールで送っていただくか,Googleドライブ等のクラウドサービスにアップしてリンクを示してください.
お世話になります。
コンパイル…仰せのとおりに完全に知識が不足と思いました。過去にVisualStudio5というのを買いましたが、その中のBASICが古い行番号付BASICとはずいぶん違っていて挫折した経験があります。
Windows98でVersion3.90を実行しましたところ、はじめ参照のMFC140.DLLが欠落といわれました故、これがVC2015のランタイムということでそちらをマイクロソフトから落として入れましたが
「ファイル API-MS-WIN-CRT-RUNTIME-L1-1-0.DLL を目的のアドレスに読み込めません。再配置もできません。製造元に問い合わせて、このバージョンの Windows に対応するファイルを入手してください。」
というエラーを吐いて走りませんでした。
Gitはソースも取得させていただけるのですね。代わりにVC5なんかのコンパイラに丸流ししても、文法が違ってだめでしょう?
XPでありますが、以前試したときに手元の装置がつかえなかった記憶があり古いパソコンのままにしていました。そのXPのパソコンが先に壊れましたが(汗
長々と書きまして失礼いたしました。しかしNCVC無しではどうしようもありませんのでいま新しいパソコンを用意しようかと考えていたところでもあります。古い版で使って申すのも不敬ですが、これ程のソフトを常々製作に使わせていただきまして大変感謝しております。
こんにちは.長年のご使用ありがとうございます.
さて,ご質問の件ですが,
残念ながら僕の手元にもVer1.10の配布アーカイバは残っておりません.
古いOSを使わざるを得ない,のっぴきならない事情があると推察しますが,さすがにこれは推奨できない.
選択肢は3つ.
・ソースツリーから自力でコンパイル
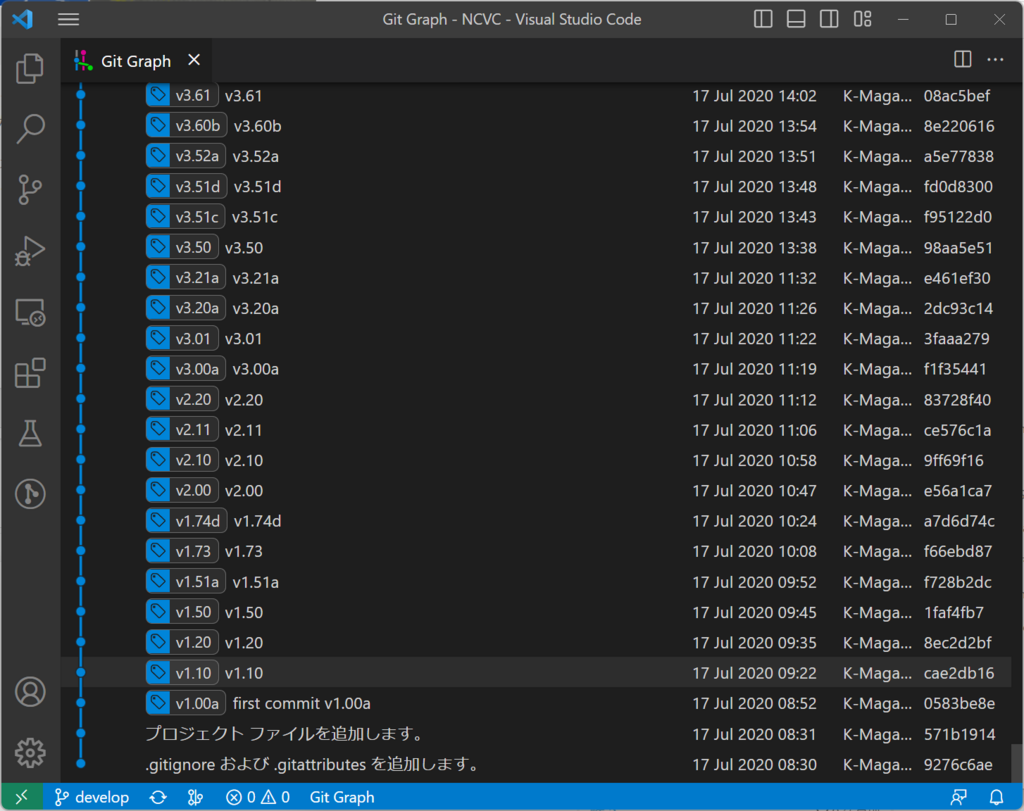
バージョン管理システムを導入したときに,古い更新履歴も記録していました.それをチェックアウトして自力でコンパイルすると再現は可能です.ただ現代のVisualStudioでコンパイルできるかどうかは微妙.オープンソースとはいえプログラミングの知識がないと現実的ではないですね.
・Windows98で起動できない原因を探る
MFCランタイムの問題だけかと思いますが,エラーメッセージがわからなければ何とも...
・せめてXPに
そのためにVer3.90を残しているので.
もっと早くGitを知っていればRELEASEアーカイバも残せていたんですけどね~
(そのころはオープンソースにするなんて夢にも思ってなかった)
TwitterのNCVC用アカウントは消してしまったので回答が参照できなくなっちゃった~
ゴミ箱からサルベージしたので,ここに再掲載しておきます.
思い込みあるあるですね.
了解しました。
ありがとうございました。
ご質問の件ですが,Windowsの一般的な機能です.
『Windows ダウンロード 警告』
などのキーワードで検索できます.
たとえば 窓の杜 さんの記事とか.
詳細情報をクリックしないと実行できないようになっています.
で,スレ主さんの質問に続きます.
(関連する問題なのでよかったですが,基本的にはスレッド立ててくれたほうがありがたいです)
では,がんばってください.
お世話になります。PCをWin10からWin11に変更しましたので、ncvcを再インストールしようとダウンロードを試みたのですが、
>ncvc411_install64.exeは一般的にダウンロードされていません。ncvc411_install.exeを開く前に信頼できることを確認してください。
と表示されてダウンロードできないのですが、対処方法を教えていただけますでしょうか?
宜しくお願いします。
お世話になります。PCをWin10からWin11に変更しまして、NCVCをインストールしようとダウンロードしようとしたところ、
>ncvc
まがら様 ishii様
時間は掛かりましたがお陰様でスクリプトできました😄
「ActiveState」社のインストールは何度試しても上手く行かず PCをリカバリーと「perl -v」は反応したのですがパールを実行するとフォルダーの場所が違うみたいなエラーがでて場所を変えてら他のエラで・・・忘れかけていたニコチンの誘惑に負けそう🥶
何気なく掲示板を読み返したら perlの推奨サイトがあるじゃないですか。イチゴは10分足らずでインストール完了
NCVCを起動してスクリプトを実行したらアッサリと出来ちゃった この2日は何だったのか・・・喜びも半減
そもそもG2G3は直線と円弧でしか機能しないみたいだが 無知な年寄は少しは融通がきかないかとベジェー曲線のポイントを減らしたり増やしたり始点を変えてみたら面白い動きをする 長いベジェー曲線で最初は円弧と判断したのか速度を落し少し経つつと速度をあげる さらにアンカーポイントの数 ハンドルの有無等々、何百?も試したが一貫性がない・・・よく考えたら融通が利かないのがGコードだ。
ただ 昨今はAIが飛躍的に進歩しているみたいなので賢いファジースクリプトとかできるかも 知らんけど😱
当時から「.ai」のデータが多くてプラグインで変換したDXFデータは線が切れていたり、捻じれていたりと修正する作業が大変で お金さえ出せば良いソフトはあるのですが趣味の延長なで・・・そのような時にググっていたら「.ai」をそのまま使える格安のソフトあったんですよ。
今回 試行錯誤した中で 提案して戴いた「線を分断」時間は掛かりますが作図でできるので私には一番良さそうです。
G09(イグザクトストップ)G01(直線補間)、G02, G03(円弧補間)などの切削送りで有効なのです。
{G08(加速)G09(減速)}
最初は殆ど理解できませんでしたが この何日間で頭もだいぶ柔らかくなったような気がします。
年を重ねても脳細胞は活性化するようで また質問させて頂きますのでよろしくです。
返信ありがとうございます。
>何かソフト内で悪いことしてたら即ネットには上がると思うので
なるほど!参考にさせて頂きます。
ありがとうございます!
こんにちは
確かに不安ですよね.
いつからかフリーソフトに対するマイクロソフトの風当たりが強くて,僕も困っています.
いちおうIssueを上げてるんですけどね.
リンク
何かソフト内で悪いことしてたら即ネットには上がると思うので,解決されるまではごめんなさい.ご辛抱ください.
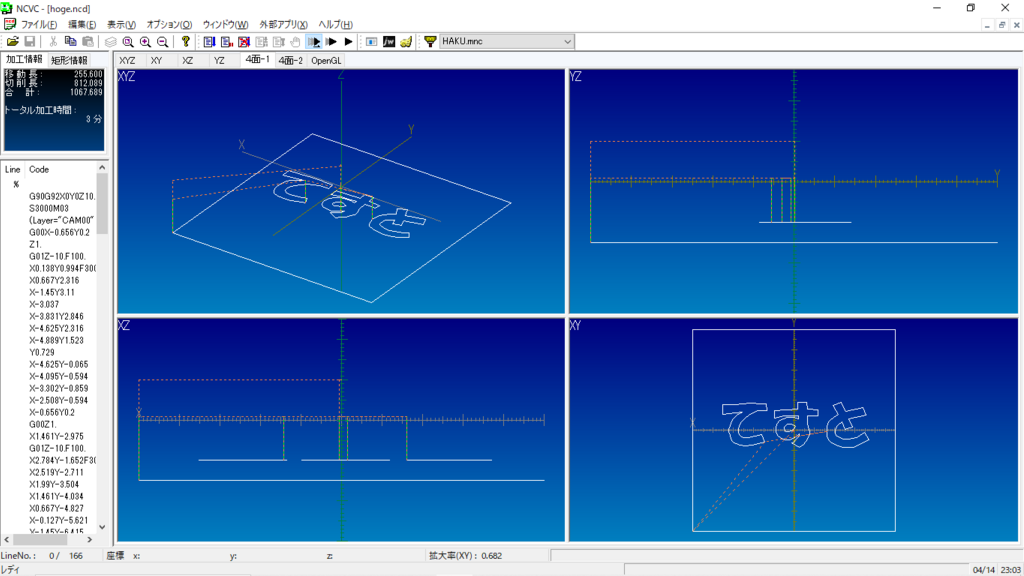
少し本題からズレますが,3番目の画像をさらによく見ると細かい線分が連続したコードになっていますね.
CADにもよりますが,ひょっとすると曲線で直線を作図していませんか?
その理屈で言うと鋭角部分の丸め円弧も G02/G03 ではなく微細線分の可能性がありますが,
と書いてるしな~
G01 が G1 と出ているのでNCVCで吐いたGコードではなさそう.それは別にいいんですけど,効率のいいコードではないですね.長い直線は長い直線でコード化しないと,加減速もなにもないですよww
とにかくishiiさんの書かれたとおり G02/G03 に効くスクリプトなので,お間違えの無いように.
書籍の追加購入ありがとうございます.
Perlの推奨環境を変えましたのでご注意ください.この前出た3刷目には脚注に反映させました.
詳しくは Perlの推奨環境を変更します を参照ください.
健闘を祈ります.
ishii様
早々スクリプト作って頂きありがとうございます。🙇♂️
16年ほど前にスクリプトの設定で 旨くできなくて難儀した事を覚えています。
今朝から再設定しょうと書籍を探すも見つからず 捨てることは無いし 多分あいつが持って行った・・・もう時効だ。
近くの書店に無かったので 通販で一番早い所はやはりアマゾンで遅くても土曜日着。
アルコールで錆びついた頭で旨く設定ができるかは別として 久々のワクワク感です🥰
書籍が届くのが待ち遠しい
まがら様
できるだけ自力を心がけますが また直ぐお邪魔するかもです😅
タマさん、こんにちは。
ishiiと申します。
・G02/G03を見つけて,適当なFを追加
・その次のブロックに元のFを追加
を行うPerlスクリプトを作成してみました。
リンク
スクリプトをダンロードして
冒頭部分の $cornerF=50;
を適当な数字に変更して使用してみてください。
よろしくお願いいたします。
ゴメンなさい
G3行に速度指定して実際に切削していて返信遅くなりました。
加減速はできませんでしたがこの作業がスクリプトで可能でしたら最高です。
よろしくお願いいたします。🙇♂️
ログインし忘れて書き込んじゃった.
僕です.作者ですwww
よ~く見ると,鋭角部分は円弧になってますね.
そしたら
でいけますよ.
・G02/G03を見つけて,適当なFを追加
・その次のブロックに元のFを追加
こういうスクリプトではダメですか?