こんばんは、お世話になります。WIN11にしたらNC生成オプションの設定で、切削条件ファイルの読み書きに失敗しました。のエラーになるのですが教えてください。何度もソフト入れ替えたり、「regedit]でアインストールして、みたりして、初期設定してみたんですが お忙しいところ恐縮ですがよろしくお願いします
んなわけないのは分かってますが、意図して切削条件を変えてないのに変わったので質問しています。 最近使い始めたばかりで理解しきれていないのは重々承知しています。 本があるのも初耳です。 取り敢えず3章見てみます。
こんにちは
いきなり日付とuser MADE 名前.nc FROM 名前.dxf AND INIT.nciのような表記がプログラムに含まれるようになりました。
"いきなり"?? 意図せず勝手に入るようになったということですか? んなわけないでしょうww Z値のほうもそうですが,切削条件を変えたからそうなったと思いますよ.なぜ変わったのかは知りませんけど.
文脈から察するに,NCデータが生成される仕組みをよく理解されていないご様子. ソフトの性格上,正しく理解して使わないと事故の元となります.まず本を買って勉強されることを強く推奨します.
ご質問の件は3章の基本的な加工あたりに書かれてますよ~
ではがんばってください.
返信が遅れて申し訳ありません。 忙しくて自分のプログラムの方に手が付かずに確認が遅れてしまいました。
問題無く表示されています。 有難うございます。
本日Ver4.14bをリリースしました. 翌日リリースで少し気が引けましたが,次が立て込んでいるので...
バグレポートありがとうございました😄
確認しました.直します. Issue#24 再オープンです.
画像を付けそこないました。「アップロード」を押さないとダメなんですね。 ※始点、終点がおかしい、という事です。
因みに64ビット版です。
早速テストしてみました。
円(ヘリカル)で表示がおかしいようですけど、 真柄さんの環境では正常でしょうか? ※XYは付けても大丈夫になりました。他の2件も大丈夫だと思います。
G00X0Y0Z0 G02I1.0Z-0.5F30(X0Y0を入れても同じ)
本日Ver4.14aをリリースしました. 上記1~3はこれでなおっていると思います.ご賞味ください.
特定ビデオカード上での不具合はまだ調査中です. やっと環境が整いつつあります.
おはようございます。色々NCテストしまして返事が遅くなってしまいました。 今回ご指導ありがとうございました。また何かございましたらよろしくお願いいたします。
Look at FAQ! https://k-magara.github.io/faq/generate.html 上のもここにあったwww
要約すると
こんばんは お陰様でなおりました! 切削レイヤのチエックを外すことと、メモ帳でレイヤ行削除2通りやってみました。ただヘッダーのコメント消しと保存ができていません。よろしかったら、ご指導頂ければたすかります。 お世話になり大変助かりました又何かありましたらよろしく、ご指導をお願い致します。
現場スタッフに確認したところ,実機(FUNAC)でも問題ないということなので対応がむばります. (実習でもよく学生が書くそうです)
こんばんは!早速のご連絡ありがとうございます。 早速ご指導の件試してみます。後日、結果報告させて頂きます。 ありがとうございました
前提として、『NCVCが作り出すコードがおかしい』、と言っているわけではありません。 NCVCの『ビュワー機能』についての事です。
本来、 G02X0Y0I1.0 とXYを書き込んでも大丈夫な筈?なのにちゃんと表示されない、という事です。 GRBLの仕様とは別の問題としておかしいのでは?
で、GRBLでは、 G02I1.0J0F30 だと、軸指定が無いのでダメです。 GRBLのエラーコードの26に相当します。 https://github.com/gnea/grbl/blob/master/doc/csv/error_codes_en_US.csv より
26 Invalid gcode ID:26 No axis words found in block for g-code command or current modal state which requires them.
[全円は2分割]にチェック、は実際に使用しています。=OKです。
にわかには信じがたい.
モータは接続していませんがGrbl1.1hを書き込んだArduinoが眠っていたので,これで確認できました.
すると... error:26 で停止しましたわ.うそ~~ん [全円は2分割]にチェックを入れるとうまくいくのでこちらでお願いします. ちなみにこのスクショはGrblと通信できるNCVCアドインです. (エラーリカバリがイマイチなのであまりオススメしていない)
他にもGRBLユーザさんはいらっしゃると思いますがこの報告は初めて.にわかには信じがたい. 列挙されたコードになかったのでもう一度書きますが G02I1.0J0F30 で試してみてください.XYなしのIJ指定です.
これで失敗するようなら [全円は2分割]にチェックして強制的にXYどちらかが発生するコードを吐く方法でお願いします.
理解しました. 座標系はかなり横着してたかも... なるべくご希望に添えるように善処します.
XYよりもIJが省略不可ではなかったですか? GRBLでは、そういった事は無いです。 (元がX0、Y0、Z0の位置にいる&G17がモーダルとして)
G02I1.0 ←動かない、という以前に、センダーがエラーとして送信しない。 G02X0I1.0 ←OK G02Y0I1.0 ←OK G02X0Y0I1.0 ←OK G02Z0I1.2 ←ダメ
という感じです。もちろん G02X0I1.0J0F30 ならOKです。
間違いました。NCVCの方のバグです。
3番目は、ある切削(↑では□です。)をG92でずらして切削しています。 つまり、 G92 X-10. とずらしているので本来、異なる位置に□が2つできる筈です。
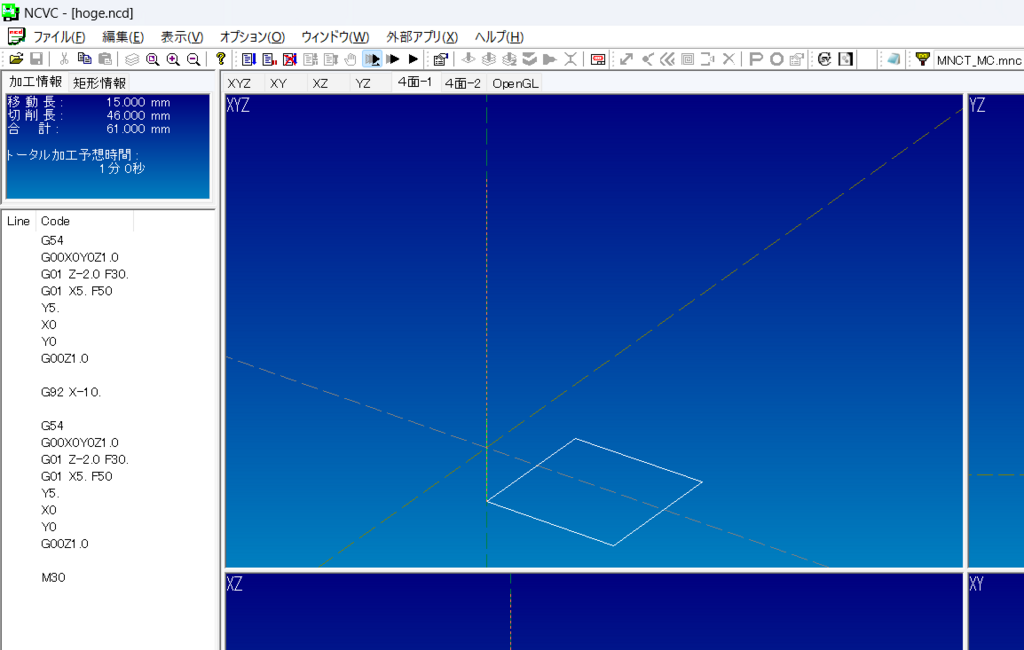
G54(ここにG54を書くと表示がおかしくなる)
を消去すればちゃんと描画されます。
※GRBLでは逆に必ずXかYの1つは入れなくてはならない、というローカルルールがあります。
投稿後に思い出したのですが,XYよりもIJが省略不可ではなかったですか? 昔の掲示板で同様の質問があって以下のオプションを追加したような記憶があります. G02I1.0J0F30 でGRBLが動くかどうか一度確認してもらえますか?
え~っと...話がイマイチ見えないんですが,表現の問題?
その過程でGRBLのバグを発見したので対応をお願いします。
Arduinoで動くアレのバグ? GRBLのバグなら,その作者へ報告すべきだと思いますが... 揚げ足取りですねwww
1.円の切削において、XY位置(G17平面の場合)を片方でも入れると切削しません。 ※以前のNCVCでは大丈夫でした。
切削ではなくシミュレーション上での話ということで
なので、どちらでも通用するように円を書く事が出来ません。(動作を確認できません)
なるほどNCVC上で確認しました.
ローカルルールに合わせる気はないのですが,以前のNCVCでは大丈夫だったということなので少し考えます. 以前あった微細円の問題の副反応だと思いますが,これ難しいんだよな~
2.サブプログラム部のコメント部のエラー
(この辺からやっとNCVCのバグ報告だと気づきましたよ...ww) 確認しました.がエラーが出てるのはM98の方ですやんwww これは明確に対応します.
3.G92やG54…に関するもの
こちらはおかしい感じはなかったです.
次の行にいく指令を入れるんですか?
そんな指示ができるなら僕も教えてほしいですが😜 (Layer=CAM02) の行を消せば済む話では?メモ帳で消せますし,毎回なら生成時に以下のオプションを切ればOK. あとヘッダーのコメントも消してHeader_Grbl.txtなどの別名で保存しておいた方がいいかもですね.
こんばんは!早速のお返事ありがとうございます。お手数をおかけしますがよろしくお願いいたします。 凄いですね! 全くその通りです。 NO0048 (Laer="CAM02"start)ここでとまります。次の行は NO0049 s3000 次の行にいく指令を入れるんですか? お忙しいところ恐れ入りますが宜しくお願い致します。
過去に同じような質問があったのは記憶しているのですが,どこに書いたか失念.過去掲示板データは消しちゃったからなぁ...
Grblの何か設定がおかしいんですかね?
おそらくコメント行じゃないですか? で,Grblはコメントを認識しないらしいので,たとえば (Layer=CAM02) のM02で停止しているとかだと推測します.
ハズレなら別の理由を考えないと.どこで停止しているか明示してください.
分かりました。勉強します。
NCVC作者としてはJW_CADを推奨していますが,R12形式のDXFさえ吐ければ『CADを選ばない』のもNCVCの特徴の一つと思っていますので,使い慣れたCADで作図してください.僕はMS-DOSのころから使っているので慣れていますが,操作性という観点からは少しクセが強いかもしれません. JW_CADの推奨理由は,JW_CADのネイティブデータ(JWW)をNCVCで直接開けることだけです.些細なことですが使い込むとDXF形式での出力が煩わしくなると思います.
知識不足で申し訳ないのですが
まず本を買って勉強してください😄
知識不足で申し訳ないのですが、皆様はどのCADで作図なさっているのか教えて欲しいです。
返信ありがとうございます。 分かりました。頑張ってみます。
インストーラ付属のReadme.txtやトップページからのリンク NCVCの概要と簡単な使用方法 に書かれています.
ようするにレイヤに名前を付けないとダメなんですが, ソリッドワークスでレイヤに名前を付ける方法はワタシにゃわかりません.
NCVCを使う上においての一丁目一番地ですよ~ がんばってください.
あれから少し調べて分かったことを報告させていただきます。 結論から言えば、いま使っているハードウェアの相性問題と思われます。 警告ウィンドウを閉じればトレースできるので、 代替ハードが確保できるまで現状のまま使い続ける予定です。
<問題を抱えたLenovo M720s> ・Win11をクリーンインストール → NCVCインストール → 不具合なし ・Brother MFC-6983CDWドライバ&アプリ一式をインストール → 不具合再発 (VC2010 x86 10.0.30319, VC 2015 x86 14.0.23026 が必要)
<もとから問題のないFujitsu A574> ・NCVCインストール済み → 不具合なし ・Brother MFC-6983CDWドライバ&アプリ一式をインストール → 不具合なし
<問題の発生状況> ・C:\Program Files\NCVC\sample*.ncd でも問題が発生。 ・タイミングは読み込み直後のトレース実行。 ・ウィンドウクローズやNCVCの再起動を繰り返しながら検証するも 発生条件(傾向)がつかめず。 ・同一 ncdファイル でも、発生するときとしないときがある。 ・一度だけトレース実行時に落ちました。
Win10は余命幾ばくも無いので、検証はやめました。 ハードウェアが絡みのトラブルシューティングは絶望的ですね。 Quadro P620クラッシュの件、治ることを祈念させていただきます。
ご対応ありがとうございます。 固定サイクルの有無、順序に関係なく小生の環境で問題が発生することがわかりました。 発生条件が絞り込めていないため、この件は保留でお願いします。 お手間を取らせてしまい申し訳ございません。 >内々で問題発生報告 Quadro P620でクラッシュ、それもWin11ですか。 当方はIntel UHD Graphics 630 で win11 です。 比較的新しいハードウェアとOpenGLが関係しているのでしょうか? 少し酔狂かもしれませんが、まだGWが残っているのでグラボ毎にWin10 VS win11で 発生条件を調べて報告させていただきたいと思います。
一部の環境で発生する現象で厄介なのですが、
おっしゃる通り開発マシンで再現しなければ対応は厳しいです. 実は先週も内々で問題発生報告を頂いておりまして... NCVC Issue #20 デバッグ環境で動かせると手掛かりも多く集まるのですが,ソースから構築するのも一苦労なようで,どうしようかと思案中です. NCVCのビルド方法
問題回避のために何らかご助言をいただけると助かります。
残念ながらわかりません. ちなみに公開可能なら,問題のあるncdファイルを貼っていただけると助かります.
なお、固定サイクルを含むncdファイルでは、 固定サイクルを先頭に持ってくると問題が発生しません。
ん?
NCVCの機械 設定変更はできますか?
できますけど,オークマ用とかそういう設定変更ではなく,モーダルの初期値とかG00の移動速度とかの設定です. (いまからはじめるNC工作第2版 p.254~)
NCVCはFANUC準拠のCNCにしか対応していないので,残念ながらオークマさん独自のGコードは認識できません.ごめんなさい.
誰かがオークマさんのGコードをFANUC系に変換するスクリプトとか作ってくれれば,シミュレーションできるかも? ウチではできませんよ.オークマさんの機械がない=動作確認ができないので.
今朝しろねこに降りてきたアイデアのメモ ORIGINレイヤを利用した簡素なI/F
・NC生成オプションの設定画面に以下を追加する ・[切り残しを自動生成] のチェックボックス ・[適用深さ(Z値)]を入力するテキストボックス
・使用者はORIGINレイヤに原点用の円に加え、切り残し生成用の直線を作図する
・加工深さが指定したZ値より深くなる場合、ORIGINレイヤの直線とCAMレイヤの線の 交点を中心に、原点用の円と同サイズの円内を切り残すようNCデータを生成する
本業ご多忙のところ返信ありがとうございます。 圧がすごい(笑)しろねこさんです。
>アイデアとかっていうのはいつも降りてくるんですよね~ >逆に言うと降りてこなければ無理にはやらない.
わかります~ 実は私もそういう感じなので・・・ (^_^;
オープンソースで誰でも改良して構わないとはいえ、もし独力でやるとしたら、NC加工の知識、 ソフト開発の知識、NCVCを自分で改良してやろうという高いモチベーション、実装やI/Fの アイデアを思いつける、開発にかけられる時間がある、といった諸条件をすべて兼ね備えた状態に あることが必要なので、おそらく現時点で該当する方が少ないor居ないのでしょうね。
Githubのソースを開いてみましたが、ファイルも沢山ありますし、どれが何を処理しているのか、 具体的にどんな方法で処理を行っているのか、私にはさっぱり分かりませんでした(笑)。 まあ、ソフトの素人がちょっと見て分かるほど簡単なものではなかったですね。
NCVCの内部処理の詳しい解説本とか解説サイトがあれば、NCVCの中身を理解しやすくなって 改良のハードルは下げられると思いますが、解説を用意すること自体も大変な作業になるでしょうから これもなかなか難しいことでしょう。なんとか良き後継者が出てきてくれるといいのですが・・・。
ちなみに今回、実装やI/Fについて、具体的にはどのようなアイデアが必要ですか? 公開いただければ、それを見たどなたかのところにアイデアのタネくらいは降りてくるかもしれません。 せっかくのオープンソースですから、困っている部分ももっとオープンにして、大勢でワイワイと 知恵を出し合って改良を進めてゆくのもまた楽しいのではないかと思います。
気長に待っておりますので、ご多忙中とは存じますが、引き続きご検討のほど どうぞよろしくお願いいたします。
本業が忙しいのもありますが, 僕の場合,実装方法とかI/Fのアイデアとかっていうのはいつも降りてくるんですよね~ 逆に言うと降りてこなければ無理にはやらない. (仕事でこのスタイルだと怒られますけど)
オープンソースにしたので僕がやらなくても誰でも本体さわれるはずなんだけど,後継者が現れないのも少し引っかかる...
まぁ平たく言えば言い訳ですね. 現場からは以上です.orz
まがら様 お世話になっております。しろねこです。 以前ご相談させていただいた、切り残し生成支援機能の 件ですが、状況はいかがでしょうか。 実装するのはかなり難しいでしょうか?
お世話になっております。 最新版で確認させていただきました。 カッターパスの送りスピードを変えて実施したところ、計算で出した秒数と変化が一致していました。感動です。 また、表示も見やすく、ありがとうございました。 今後ともよろしくお願いいたします。
1年半前wwwww
準備ができましたら再度お願いいたします。
もっと早く準備してくれてたらすぐ直ってたかも? ってこっちの準備のことかな?? ムリムリムリww
ま,まぁいずれにしてもよかったです😆

こんばんは、お世話になります。WIN11にしたらNC生成オプションの設定で、切削条件ファイルの読み書きに失敗しました。のエラーになるのですが教えてください。何度もソフト入れ替えたり、「regedit]でアインストールして、みたりして、初期設定してみたんですが お忙しいところ恐縮ですがよろしくお願いします
んなわけないのは分かってますが、意図して切削条件を変えてないのに変わったので質問しています。
最近使い始めたばかりで理解しきれていないのは重々承知しています。
本があるのも初耳です。
取り敢えず3章見てみます。
こんにちは
"いきなり"?? 意図せず勝手に入るようになったということですか? んなわけないでしょうww
Z値のほうもそうですが,切削条件を変えたからそうなったと思いますよ.なぜ変わったのかは知りませんけど.
文脈から察するに,NCデータが生成される仕組みをよく理解されていないご様子.
ソフトの性格上,正しく理解して使わないと事故の元となります.まず本を買って勉強されることを強く推奨します.
ご質問の件は3章の基本的な加工あたりに書かれてますよ~
ではがんばってください.
返信が遅れて申し訳ありません。
忙しくて自分のプログラムの方に手が付かずに確認が遅れてしまいました。
問題無く表示されています。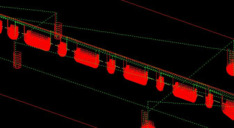
有難うございます。
こんにちは
本日Ver4.14bをリリースしました.
翌日リリースで少し気が引けましたが,次が立て込んでいるので...
バグレポートありがとうございました😄
確認しました.直します.
Issue#24 再オープンです.
画像を付けそこないました。「アップロード」を押さないとダメなんですね。
※始点、終点がおかしい、という事です。
因みに64ビット版です。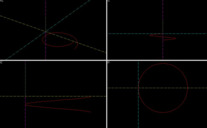
早速テストしてみました。
円(ヘリカル)で表示がおかしいようですけど、
真柄さんの環境では正常でしょうか?
※XYは付けても大丈夫になりました。他の2件も大丈夫だと思います。
G00X0Y0Z0
G02I1.0Z-0.5F30(X0Y0を入れても同じ)
こんにちは
本日Ver4.14aをリリースしました.
上記1~3はこれでなおっていると思います.ご賞味ください.
特定ビデオカード上での不具合はまだ調査中です.
やっと環境が整いつつあります.
おはようございます。色々NCテストしまして返事が遅くなってしまいました。
今回ご指導ありがとうございました。また何かございましたらよろしくお願いいたします。
Look at FAQ!
https://k-magara.github.io/faq/generate.html
上のもここにあったwww
要約すると
こんばんは お陰様でなおりました!
切削レイヤのチエックを外すことと、メモ帳でレイヤ行削除2通りやってみました。ただヘッダーのコメント消しと保存ができていません。よろしかったら、ご指導頂ければたすかります。
お世話になり大変助かりました又何かありましたらよろしく、ご指導をお願い致します。
現場スタッフに確認したところ,実機(FUNAC)でも問題ないということなので対応がむばります.
(実習でもよく学生が書くそうです)
こんばんは!早速のご連絡ありがとうございます。
早速ご指導の件試してみます。後日、結果報告させて頂きます。
ありがとうございました
前提として、『NCVCが作り出すコードがおかしい』、と言っているわけではありません。
NCVCの『ビュワー機能』についての事です。
本来、
G02X0Y0I1.0
とXYを書き込んでも大丈夫な筈?なのにちゃんと表示されない、という事です。
GRBLの仕様とは別の問題としておかしいのでは?
で、GRBLでは、
G02I1.0J0F30
だと、軸指定が無いのでダメです。
GRBLのエラーコードの26に相当します。
https://github.com/gnea/grbl/blob/master/doc/csv/error_codes_en_US.csv より
26 Invalid gcode ID:26 No axis words found in block for g-code command or current modal state which requires them.
[全円は2分割]にチェック、は実際に使用しています。=OKです。
モータは接続していませんがGrbl1.1hを書き込んだArduinoが眠っていたので,これで確認できました.
すると...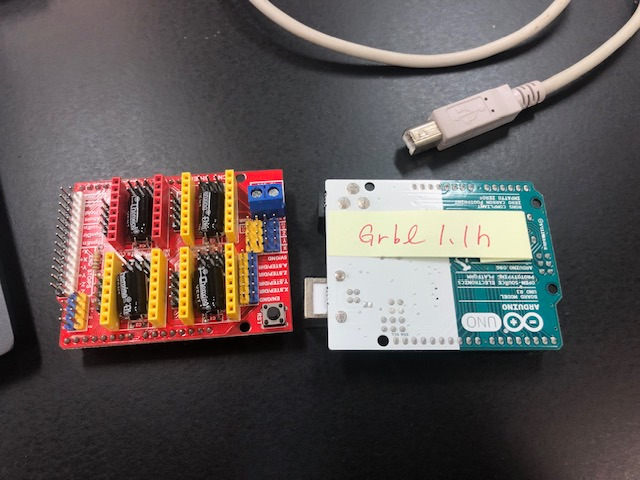
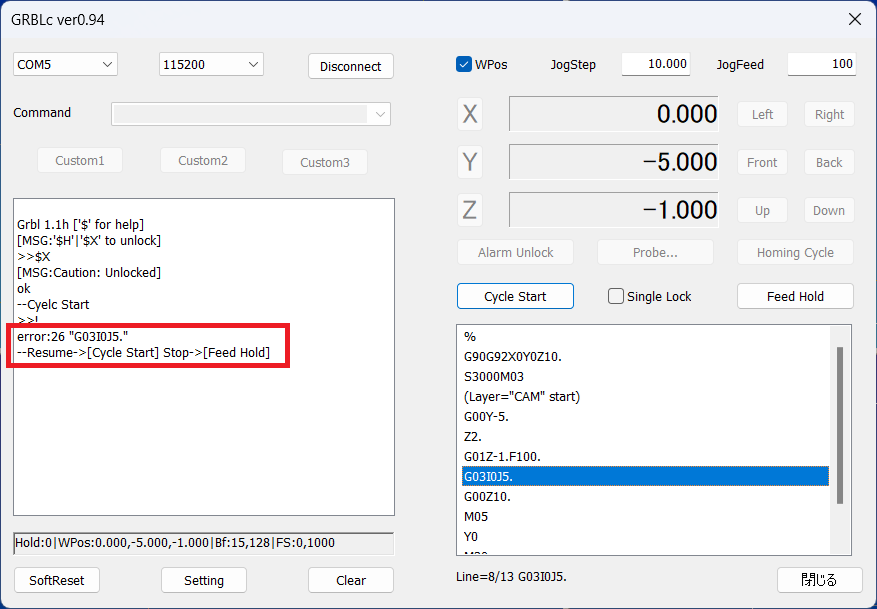
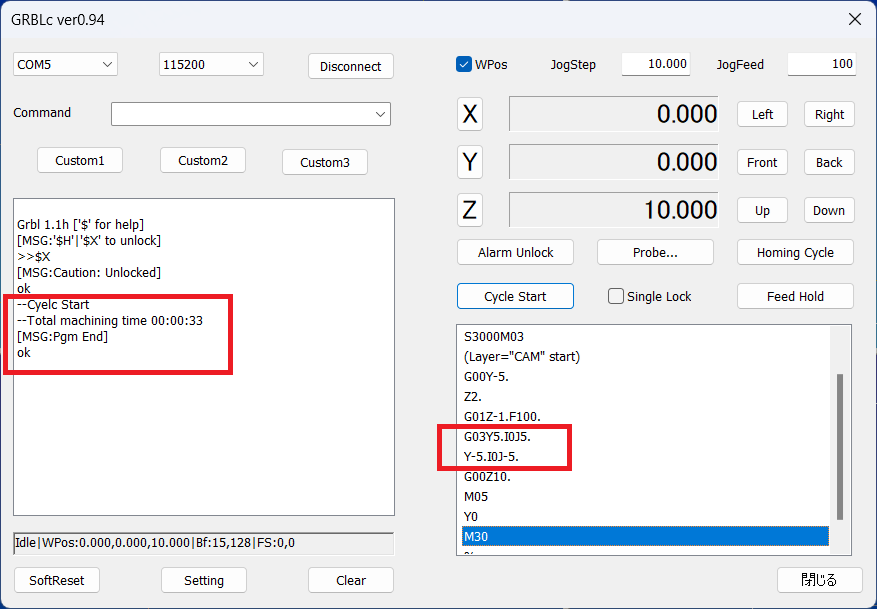
error:26 で停止しましたわ.うそ~~ん
[全円は2分割]にチェックを入れるとうまくいくのでこちらでお願いします.
ちなみにこのスクショはGrblと通信できるNCVCアドインです.
(エラーリカバリがイマイチなのであまりオススメしていない)
他にもGRBLユーザさんはいらっしゃると思いますがこの報告は初めて.にわかには信じがたい.
列挙されたコードになかったのでもう一度書きますが
G02I1.0J0F30
で試してみてください.XYなしのIJ指定です.
これで失敗するようなら
[全円は2分割]にチェックして強制的にXYどちらかが発生するコードを吐く方法でお願いします.
理解しました.
座標系はかなり横着してたかも...
なるべくご希望に添えるように善処します.
G02I1.0 ←動かない、という以前に、センダーがエラーとして送信しない。
G02X0I1.0 ←OK
G02Y0I1.0 ←OK
G02X0Y0I1.0 ←OK
G02Z0I1.2 ←ダメ
という感じです。もちろん
G02X0I1.0J0F30
ならOKです。
間違いました。NCVCの方のバグです。
3番目は、ある切削(↑では□です。)をG92でずらして切削しています。
つまり、
G92 X-10.
とずらしているので本来、異なる位置に□が2つできる筈です。
を消去すればちゃんと描画されます。
投稿後に思い出したのですが,XYよりもIJが省略不可ではなかったですか?

昔の掲示板で同様の質問があって以下のオプションを追加したような記憶があります.
G02I1.0J0F30
でGRBLが動くかどうか一度確認してもらえますか?
こんにちは
え~っと...話がイマイチ見えないんですが,表現の問題?
Arduinoで動くアレのバグ?
GRBLのバグなら,その作者へ報告すべきだと思いますが...
揚げ足取りですねwww
切削ではなくシミュレーション上での話ということで
なるほどNCVC上で確認しました.
ローカルルールに合わせる気はないのですが,以前のNCVCでは大丈夫だったということなので少し考えます.
以前あった微細円の問題の副反応だと思いますが,これ難しいんだよな~
(この辺からやっとNCVCのバグ報告だと気づきましたよ...ww)
確認しました.がエラーが出てるのはM98の方ですやんwww
これは明確に対応します.
こちらはおかしい感じはなかったです.
そんな指示ができるなら僕も教えてほしいですが😜
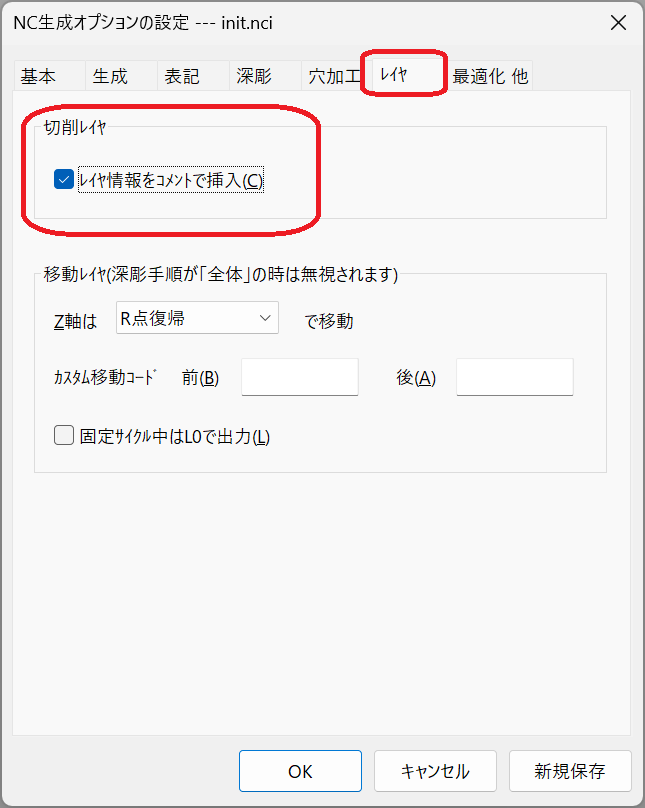
(Layer=CAM02) の行を消せば済む話では?メモ帳で消せますし,毎回なら生成時に以下のオプションを切ればOK.
あとヘッダーのコメントも消してHeader_Grbl.txtなどの別名で保存しておいた方がいいかもですね.
こんばんは!早速のお返事ありがとうございます。お手数をおかけしますがよろしくお願いいたします。 凄いですね! 全くその通りです。
NO0048 (Laer="CAM02"start)ここでとまります。次の行は
NO0049 s3000
次の行にいく指令を入れるんですか? お忙しいところ恐れ入りますが宜しくお願い致します。
こんにちは
過去に同じような質問があったのは記憶しているのですが,どこに書いたか失念.過去掲示板データは消しちゃったからなぁ...
おそらくコメント行じゃないですか?
で,Grblはコメントを認識しないらしいので,たとえば
(Layer=CAM02)
のM02で停止しているとかだと推測します.
ハズレなら別の理由を考えないと.どこで停止しているか明示してください.
分かりました。勉強します。
NCVC作者としてはJW_CADを推奨していますが,R12形式のDXFさえ吐ければ『CADを選ばない』のもNCVCの特徴の一つと思っていますので,使い慣れたCADで作図してください.僕はMS-DOSのころから使っているので慣れていますが,操作性という観点からは少しクセが強いかもしれません.
JW_CADの推奨理由は,JW_CADのネイティブデータ(JWW)をNCVCで直接開けることだけです.些細なことですが使い込むとDXF形式での出力が煩わしくなると思います.
まず本を買って勉強してください😄
知識不足で申し訳ないのですが、皆様はどのCADで作図なさっているのか教えて欲しいです。
返信ありがとうございます。
分かりました。頑張ってみます。
こんにちは
インストーラ付属のReadme.txtやトップページからのリンク
NCVCの概要と簡単な使用方法
に書かれています.
ようするにレイヤに名前を付けないとダメなんですが,
ソリッドワークスでレイヤに名前を付ける方法はワタシにゃわかりません.
NCVCを使う上においての一丁目一番地ですよ~
がんばってください.
あれから少し調べて分かったことを報告させていただきます。
結論から言えば、いま使っているハードウェアの相性問題と思われます。
警告ウィンドウを閉じればトレースできるので、
代替ハードが確保できるまで現状のまま使い続ける予定です。
<問題を抱えたLenovo M720s>
・Win11をクリーンインストール → NCVCインストール → 不具合なし
・Brother MFC-6983CDWドライバ&アプリ一式をインストール → 不具合再発
(VC2010 x86 10.0.30319, VC 2015 x86 14.0.23026 が必要)
<もとから問題のないFujitsu A574>
・NCVCインストール済み → 不具合なし
・Brother MFC-6983CDWドライバ&アプリ一式をインストール → 不具合なし
<問題の発生状況>
・C:\Program Files\NCVC\sample*.ncd でも問題が発生。
・タイミングは読み込み直後のトレース実行。
・ウィンドウクローズやNCVCの再起動を繰り返しながら検証するも
発生条件(傾向)がつかめず。
・同一 ncdファイル でも、発生するときとしないときがある。
・一度だけトレース実行時に落ちました。
Win10は余命幾ばくも無いので、検証はやめました。
ハードウェアが絡みのトラブルシューティングは絶望的ですね。
Quadro P620クラッシュの件、治ることを祈念させていただきます。
ご対応ありがとうございます。
固定サイクルの有無、順序に関係なく小生の環境で問題が発生することがわかりました。
発生条件が絞り込めていないため、この件は保留でお願いします。
お手間を取らせてしまい申し訳ございません。
>内々で問題発生報告
Quadro P620でクラッシュ、それもWin11ですか。
当方はIntel UHD Graphics 630 で win11 です。
比較的新しいハードウェアとOpenGLが関係しているのでしょうか?
少し酔狂かもしれませんが、まだGWが残っているのでグラボ毎にWin10 VS win11で
発生条件を調べて報告させていただきたいと思います。
こんにちは
おっしゃる通り開発マシンで再現しなければ対応は厳しいです.
実は先週も内々で問題発生報告を頂いておりまして...
NCVC Issue #20
デバッグ環境で動かせると手掛かりも多く集まるのですが,ソースから構築するのも一苦労なようで,どうしようかと思案中です.
NCVCのビルド方法
残念ながらわかりません.
ちなみに公開可能なら,問題のあるncdファイルを貼っていただけると助かります.
ん?
こんにちは
できますけど,オークマ用とかそういう設定変更ではなく,モーダルの初期値とかG00の移動速度とかの設定です.
(いまからはじめるNC工作第2版 p.254~)
NCVCはFANUC準拠のCNCにしか対応していないので,残念ながらオークマさん独自のGコードは認識できません.ごめんなさい.
誰かがオークマさんのGコードをFANUC系に変換するスクリプトとか作ってくれれば,シミュレーションできるかも?
ウチではできませんよ.オークマさんの機械がない=動作確認ができないので.
今朝しろねこに降りてきたアイデアのメモ
ORIGINレイヤを利用した簡素なI/F
・NC生成オプションの設定画面に以下を追加する
・[切り残しを自動生成] のチェックボックス
・[適用深さ(Z値)]を入力するテキストボックス
・使用者はORIGINレイヤに原点用の円に加え、切り残し生成用の直線を作図する
・加工深さが指定したZ値より深くなる場合、ORIGINレイヤの直線とCAMレイヤの線の
交点を中心に、原点用の円と同サイズの円内を切り残すようNCデータを生成する
本業ご多忙のところ返信ありがとうございます。
圧がすごい(笑)しろねこさんです。
>アイデアとかっていうのはいつも降りてくるんですよね~
>逆に言うと降りてこなければ無理にはやらない.
わかります~
実は私もそういう感じなので・・・ (^_^;
オープンソースで誰でも改良して構わないとはいえ、もし独力でやるとしたら、NC加工の知識、
ソフト開発の知識、NCVCを自分で改良してやろうという高いモチベーション、実装やI/Fの
アイデアを思いつける、開発にかけられる時間がある、といった諸条件をすべて兼ね備えた状態に
あることが必要なので、おそらく現時点で該当する方が少ないor居ないのでしょうね。
Githubのソースを開いてみましたが、ファイルも沢山ありますし、どれが何を処理しているのか、
具体的にどんな方法で処理を行っているのか、私にはさっぱり分かりませんでした(笑)。
まあ、ソフトの素人がちょっと見て分かるほど簡単なものではなかったですね。
NCVCの内部処理の詳しい解説本とか解説サイトがあれば、NCVCの中身を理解しやすくなって
改良のハードルは下げられると思いますが、解説を用意すること自体も大変な作業になるでしょうから
これもなかなか難しいことでしょう。なんとか良き後継者が出てきてくれるといいのですが・・・。
ちなみに今回、実装やI/Fについて、具体的にはどのようなアイデアが必要ですか?
公開いただければ、それを見たどなたかのところにアイデアのタネくらいは降りてくるかもしれません。
せっかくのオープンソースですから、困っている部分ももっとオープンにして、大勢でワイワイと
知恵を出し合って改良を進めてゆくのもまた楽しいのではないかと思います。
気長に待っておりますので、ご多忙中とは存じますが、引き続きご検討のほど
どうぞよろしくお願いいたします。
圧がすごい!(ノブ風)
こんにちは
本業が忙しいのもありますが,
僕の場合,実装方法とかI/Fのアイデアとかっていうのはいつも降りてくるんですよね~
逆に言うと降りてこなければ無理にはやらない.
(仕事でこのスタイルだと怒られますけど)
オープンソースにしたので僕がやらなくても誰でも本体さわれるはずなんだけど,後継者が現れないのも少し引っかかる...
まぁ平たく言えば言い訳ですね.
現場からは以上です.orz
まがら様
お世話になっております。しろねこです。
以前ご相談させていただいた、切り残し生成支援機能の
件ですが、状況はいかがでしょうか。
実装するのはかなり難しいでしょうか?
お世話になっております。
最新版で確認させていただきました。
カッターパスの送りスピードを変えて実施したところ、計算で出した秒数と変化が一致していました。感動です。
また、表示も見やすく、ありがとうございました。
今後ともよろしくお願いいたします。
1年半前wwwww
もっと早く準備してくれてたらすぐ直ってたかも?
ってこっちの準備のことかな?? ムリムリムリww
ま,まぁいずれにしてもよかったです😆