まがら 様 想定通りに動きました 予想時間も問題ありません いつも迅速な対応に感謝 ほんとうにありがとうございます
なおりました. そういえばむか~し「Kでも繰り返しできるようにしてくれ」と誰かに頼まれたような記憶があるような,ないような...
とにかく今回もバグレポートありがとうございました.
(追伸) 構文解析の根幹部分を修正したので,ひょっとすると他に悪影響が出るかもしれません.
当方所有のFANUCマニュアルにはKが繰り返し回数となっております また、ver.4.14CでG82(G98)をKで繰り返したときに Z点がイニシャルレベルまで戻ってなかったようにも見えました
こんにちは.いつもありがとうございます.
逆質問:Kは繰り返し指令で合ってますか?
FANUCの説明書には繰り返し指示にLしか説明されていませんが,NCVCのサポートGコード(Gcode.txt)にはK|L_(KまたはL)と書いてある.なぜ?? どういう経緯でK_もOKにしたのか完全に記憶から飛んでいます
取り急ぎKをLに変えていただくと正しく表示されると思いますが,どうしようかな...
放電加工機は作動しますか?
その機械に流せばここで質問しなくてもわかることですよね~ ようするに,その放電加工機に搭載されているCNCがM98N_を解釈するなら動くでしょうが,この情報だけではワタシにゃわかりません,ということです.
書き方的に合ってますか?
FANUC的には間違ってると思いますよ. 仮に上記で動いたとしてもNCVCはFANUC準拠で作っているので,よほどのエビデンスがない限りサポートはしないと思います.M98P_ と O番号で運用してください.
無事解決致しました。ありがとうございます。 質問なのですが、M98N→N~で書いても放電加工機は作動しますか?書き方的に合ってますか?
こんにちは.
以下でイカがです? Nは一般的にシーケンス番号,つまり行番号を表します. プログラム番号を指示するのはO(オー)ですね.
M98P0001 ... M02 ; O0001 ... M99
こんにちは
ご質問の件ですが,残念ながら現状では対応していませんし,対応する予定もありません.申し訳ないです. 単に需要がないというのが理由の1つなので,「僕も私も~」という声があれば検討するかもしれません. (そもそも旋盤モードを使用している人が少ないし機能もショボいので)
別解としてとくに複合型の場合,マシニング系でいうマクロに近い動きと考えれば スクリプト職人による変換 ⇒ G71を平文のG00/G01に変換 もアリかもしれません. (複合型をNCVC本体でサポートする場合,トレースのステップ実行で大いに悩む必要があるので)
あまり期待を持たせても申し訳ないので,結論としては現状では無理ということで.
レーザーでポケット加工を行う時
この表現がよくわからなくて...
たぶんですが,同書p.120からの[CADデータの統合]を使えば可能かも?
添付の画像は同じデータを4つ配置してみました. このデータでNC生成すると,全て左上からデータが生成されますよ. ただし[CADデータの統合]では正確な配置はできません.あくまでもそれぞれで完結している場合に使えます.
本にも書いていますが,
とくに大型のレーザ加工機では大きな被削材から複数の部品を大量に切り出すような加工が多いと思いますが,それを1つずつ原点調整して加工するには効率が悪すぎる
のを回避するために考えた機能です.
説明が分かりにくくすみません。 レーザーでポケット加工を行う時、下方向に加工する様に方向を指定したいのですが、方法を教えてください。 現状と変更したい画面を貼りますので宜しくお願いします。
ちょっとよくわからないので勝手に解釈してますが,形状認識処理からの方向指示でできませんかね~? やり方は『いまからはじめるNC工作 第2版』のp.109から書いているのでご参考に. 一応サンプルデータを作ってみたので,画像だけ添付しておきます.
最初にも書きましたがイマイチ伝わっていないかもしれないので,やりたいことをもう少し具体的に書いていただけると助かります.
あまりにも無知な質問で、見苦しいので。。。。
それは私の(苦労して書いた)対応コメントも消せということですよ. そんな勝手なことは言わないでください.
見苦しいなんて誰も思ってません. これらのやり取りも,後発の初心者さんには良い見本だと私は判断しているので消しません
もう少しお勉強していただいて,また壁に当たったときは今回の反省を糧に質問してください. お力になれるかもしれません.
昨日はすみませんでした。今回のDXFの件は削除してもらえませんでしょうか? あまりにも無知な質問で、見苦しいので。。。。
まずは他にも見られている皆さんへの情報共有のため,メールで送られてきた画像をここに添付します. インポート前(CADでの画面)と,インポート後(NCVCでの読み込み画面)です.→これは残してもいいと 思います。
そして送られてきたDXFをJW_CADで開いた画像です.
これまでのやり取りから,そちらでもJW_CADをインストールされていますよね. わざわざ質問せずとも,JW_CADで開けば一発でわかるじゃないですか...ったくもう...あっウソだww CADの知識がないと無理かな~(ここはCADの質問場ではないんだけど)
文書だけのサポート掲示板である以上,質問する側にもある程度のスキルを求めます. 申し訳ないですが,これ以上のサポートは無理と判断します.ごめんなさい. 追伸 ここぞとばかりに追加のメールで質問を送ってこられましたが,その質問にはお答えしませんよ. 同じ質問を繰り返さないためにオープンな掲示板を用意しているのです.主旨をご理解ください.
まずは他にも見られている皆さんへの情報共有のため,メールで送られてきた画像をここに添付します. インポート前(CADでの画面)と,インポート後(NCVCでの読み込み画面)です.
大変失礼いたしました。今メアドに送りました。
DXFを私のメルアドに送ってください
って言ってるのになぜ画像だけ送るのですか? これではできるサポートもできませんよ.
ほんといいかげんにしてください.
SPAM対策を施しているだけです.まさかそのまま送ろうとする人が現れるとは... @(アットマーク)に置き換えれば済む話なんですが,こういうやり取りはそろえろいいかげんにしてほしいです.
@は半角ですよ.念のため...
メールをおくることができません。。。 アドレスに[ ]がありますが、この影響ではないのでしょうか?
はい
確認ですが、眞柄様宛てのアドレスでよろしいのでしょうか?
画像がありませんよ... [アップロード]を押さないと画像がアップロードされません.
どうせデータを確認することになると思うので,そのDXFを私のメルアドに送ってください. メルアドはREADME.txtにあります.
アップロードした2つの画像です。左側(黒背景)がインポート前のCADで作成したDXFファイルで、 右側がNCVCでインポートしたDXFファイルです。このようにCAM図形になります。あとインポート 前のDXFファイルの原点はひょうたん形状の上の円の中心です。その原点にはORIGINを入力をし たのですが。。。 本当はすぐに返事をしたかったのですが、土日が挟んで遅れました。
原点レイヤがみつかりませんでしたと表示されますが
これもそのままですね.原点を示す円がORIGINレイヤに書かれていません. もし原点指示が煩わしい場合,NCVC側でも対処可能です. [オプション]→[CADデータの読み込み設定]で [原点データがないとき]を下の画像のように[エラー]以外を選択すればOKです. (これも本に書いてるし,真っ先に確認する項目なんだけどなぁ...)
あとDXFをインポートをすると半円が直径になったり、逆に向いたりします。。。なにか対策はありますか?
半円が直径?ちょっと意味がわかりませんが... これまでのやり取りから,NCVCよりもCAD側の設定を怪しみます.
ちなみにJW_CADならDXFに吐かずとも,NCVCはJWWファイルを直接読めるので,JW_CADでチャレンジしてみてください.
あともう少し!
CAM ORIGINを意味は理解していますが、それをレイヤに記入しなければならないのですね。。。 ようやく理解しました。ただDXFをインポートするにあたって原点レイヤがみつかりませんでしたと表示されますが、CAM用データはインポートができました。あとDXFをインポートをすると半円が直径になったり、逆に向いたりします。。。なにか対策はありますか?
レイヤは円、線を描くときに番号分けをしたりて、図形を重ねて作図はしますので、理解しているつもりです。
それは失礼しました. で,何をお調べになったのですか?
あとJW CADでも作図をしてDXFに保存をして、それをNCVCにインポートをしても同じでした。。。
たとえば Google先生に ”JW_CAD レイヤ名 変え方” って聞けばすぐ出てきますよ.
例えば直径100ミリの円の外周を削るときは、100ミリの円だけをDXFに保存をすればいいのでしょうか?
(ホントはこれだけに反応したかった) 工具半径分のオフセットが必要です.これも本を買えば載ってますが...
ほかになにか継ぎ足す図面はあるのでしょうか?
って聞く前に自分で試しましょう.
レイヤは円、線を描くときに番号分けをしたりて、図形を重ねて作図はしますので、理解しているつもりです。 例えば直径100ミリの円の外周を削るときは、100ミリの円だけをDXFに保存をすればいいのでしょうか?ほかに なにか継ぎ足す図面はあるのでしょうか?
『なんでもかんでも聞けばいい』という姿勢ではなく,ご自身が何を調べたかも書いてくださいね. その上で.以下Readme.txtからの引用ですが,これが理解できないということでしょうか?
(1)CADでの製図で、 ・切削したい線や円(弧)の軌跡、穴加工(実点or円)データを切削レイヤに ・工作機械の原点を示す円(中心が工作機械の原点を表す)を原点レイヤに ・上記2点は必須。必要に応じて加工開始時の移動パスを表す線or円は 加工開始指示レイヤに、切削途中の強制移動指示は移動レイヤに を作図。それぞれのレイヤに名前を設定してください。 以下はNCVCが読み込むデフォルトレイヤ名です。 切削レイヤ:CAM 原点レイヤ:ORIGIN 加工開始指示レイヤ :デフォルトなし 強制移動指示レイヤ :デフォルトなし コメント用文字レイヤ:デフォルトなし
こういう質問をされるということは,残念ながらレイヤの概念を理解されていないかと思われます.
レイヤ名に名前をつけるとは何でしょうか?
そのままの意味ですけど... レイヤ名の設定はお使いのCAD(この場合はPOWER SHARE)によって設定方法が異なります.そちらに聞いてください.ワタシにはわかりません.
前のトピックにも書きましたが,まずは本を買って勉強してください.レイヤの概念も説明しています.
レイヤとは,CAD製図において重要な概念で,知ってる(知ってて当たり前)前提で書いています. 仮にCAD側で設定できなくてもNCVC側で対処する方法もFAQに書かれています.
つまり(冒頭でも書きましたが)調べる努力が足りません. フリーソフトを使う上での心構えですよ.がんばって!
そのR12形式のDXFの変換を試みましたが、わかりません。なにか良いソフトは存じ上げますか? あとレイヤ名に名前をつけるとは何でしょうか?DXFファイルをエクスポートをするときに、番号 0のところに名前を付けてエクスポートをしてもダメでした。。。
https://zawazawa.jp/b5almsd0ra1jvhw3/topic/49
https://zawazawa.jp/b5almsd0ra1jvhw3/topic/56
あたりでなんとかなりませんか?
POWER SHAPE でのレイヤ名の変更方法は,ワタシにゃわかりません.
すぐに返事をみたのですが、いろいろ考えてしまい返事が遅れました。。。 DXFファイルをインポートをしようとすると→【切削レイヤが見つかりませんでした。CADデータを確認してください】と 表示され、起動しません。 使用しているCADはPOWER SHAPEです。 試しに.DXFをNCDに変えてインポートをすると起動はできますが、当然ファイルは出ません。。。
お世話になっております。 アドレスに間違いがあったため送付できていませんでした。 お手数をお掛けいたしました。
また、ご確認いただきありがとうございます。 問題無くインクリメンタル指令の動きになっていることが確認できました。
お忙しい中迅速にご対応いただき感謝申し上げます。 更新版への盛り込みを心よりお待ちしています。 この度は誠にありがとうございました。
無事受け取りました.以下のような感じで大丈夫でしょうか? 画像では少しわかりにくいかもしれませんが,現リリースよりもうまく逃げが表現できていると思います.
はて,届いていないようです. まがら@maizuru-ct.ac.jp 間違いないですか?(全角ひらがなは半角英字に変換) ローカルの迷惑フォルダにもないので,上位ではねられてるかも? データは圧縮して送ってくださいね. お手数をおかけしますが,よろしくお願いします.
あと, そのデータのシミュレーション結果は,確認のためここに掲示しても良いですか?
お世話になっております。 返信遅れまして申し訳ありません。
早速のご対応いただきありがとうございます。 メールさせていただきましたのでご確認いただけますと助かります。 何卒よろしくお願いいたします。
たぶんできたと思うのですが,いかんせん検証作業が難しく,どうしようかと思案中(Pre-Releaseで公開とか?). 公開しても良いサンプルとかありませんか~? この掲示板は画像しか貼り付けできないので,Googleドライブへのリンクか,私宛にメール頂けると幸いです. (メルアドはREADME.txtの中にあります)
とりいそぎ上の例1,例2をそのまま入力してみた画像を添付します.クリックすると大きく表示されます.
こちらの例では「G2X41.W-0.05R0.05」でZプラス方向に大きく退避するような動きとなりますが、 実際の機械では直線補間と円弧補間が繋がります。
画像に丸印をつけたところですが,これがどうもわからなくて...
お世話になっております。 ご確認いただきありがとうございます。
現在未対応とのことで承知いたしました。 また、今後更新対応していただけるとのことで大変恐れ入ります。 何卒よろしくお願いいたします。
NC旋盤でのインクリメンタル指令(U,W)の軌道が合わないことが多々あり
そもそもで申し訳ないですが,NC旋盤でのインクリメンタル指令(U,W)は現在サポートされておりません orz 単純に需要がなかったということですが,これを機に対応したいと思います.
しばらくお待ちください.
投稿にあたり,サポート掲示板の利用規約を読んでいただいてると思いますが,さすがにこの情報だけでどうにかなるものではありません.利用規約と重複しますが
などなど,可能な限り情報を提供してください. ワタシャ神様でも聖人でもありませんので,もう少し考えていただかないと困りますよ~
意図したとおりのシミュレーション結果を確認できました。 ご対応ありがとうございました。 今後とも宜しくお願いいたします。

まがら 様
想定通りに動きました
予想時間も問題ありません
いつも迅速な対応に感謝
ほんとうにありがとうございます
なおりました.
そういえばむか~し「Kでも繰り返しできるようにしてくれ」と誰かに頼まれたような記憶があるような,ないような...
とにかく今回もバグレポートありがとうございました.
(追伸)
構文解析の根幹部分を修正したので,ひょっとすると他に悪影響が出るかもしれません.
当方所有のFANUCマニュアルにはKが繰り返し回数となっております
また、ver.4.14CでG82(G98)をKで繰り返したときに
Z点がイニシャルレベルまで戻ってなかったようにも見えました
こんにちは.いつもありがとうございます.
逆質問:Kは繰り返し指令で合ってますか?
FANUCの説明書には繰り返し指示にLしか説明されていませんが,NCVCのサポートGコード(Gcode.txt)にはK|L_(KまたはL)と書いてある.なぜ??
どういう経緯でK_もOKにしたのか完全に記憶から飛んでいます
取り急ぎKをLに変えていただくと正しく表示されると思いますが,どうしようかな...
その機械に流せばここで質問しなくてもわかることですよね~
ようするに,その放電加工機に搭載されているCNCがM98N_を解釈するなら動くでしょうが,この情報だけではワタシにゃわかりません,ということです.
FANUC的には間違ってると思いますよ.
仮に上記で動いたとしてもNCVCはFANUC準拠で作っているので,よほどのエビデンスがない限りサポートはしないと思います.M98P_ と O番号で運用してください.
無事解決致しました。ありがとうございます。
質問なのですが、M98N→N~で書いても放電加工機は作動しますか?書き方的に合ってますか?
こんにちは.
以下でイカがです?
Nは一般的にシーケンス番号,つまり行番号を表します.
プログラム番号を指示するのはO(オー)ですね.
M98P0001
...
M02
;
O0001
...
M99
こんにちは
ご質問の件ですが,残念ながら現状では対応していませんし,対応する予定もありません.申し訳ないです.
単に需要がないというのが理由の1つなので,「僕も私も~」という声があれば検討するかもしれません.
(そもそも旋盤モードを使用している人が少ないし機能もショボいので)
別解としてとくに複合型の場合,マシニング系でいうマクロに近い動きと考えれば
スクリプト職人による変換 ⇒ G71を平文のG00/G01に変換
もアリかもしれません.
(複合型をNCVC本体でサポートする場合,トレースのステップ実行で大いに悩む必要があるので)
あまり期待を持たせても申し訳ないので,結論としては現状では無理ということで.
この表現がよくわからなくて...
たぶんですが,同書p.120からの[CADデータの統合]を使えば可能かも?
添付の画像は同じデータを4つ配置してみました.
このデータでNC生成すると,全て左上からデータが生成されますよ.
ただし[CADデータの統合]では正確な配置はできません.あくまでもそれぞれで完結している場合に使えます.
本にも書いていますが,
のを回避するために考えた機能です.
説明が分かりにくくすみません。
レーザーでポケット加工を行う時、下方向に加工する様に方向を指定したいのですが、方法を教えてください。
現状と変更したい画面を貼りますので宜しくお願いします。
こんにちは
ちょっとよくわからないので勝手に解釈してますが,形状認識処理からの方向指示でできませんかね~?
やり方は『いまからはじめるNC工作 第2版』のp.109から書いているのでご参考に.
一応サンプルデータを作ってみたので,画像だけ添付しておきます.
最初にも書きましたがイマイチ伝わっていないかもしれないので,やりたいことをもう少し具体的に書いていただけると助かります.
それは私の(苦労して書いた )対応コメントも消せということですよ.
)対応コメントも消せということですよ.
そんな勝手なことは言わないでください.
見苦しいなんて誰も思ってません.
これらのやり取りも,後発の初心者さんには良い見本だと私は判断しているので消しません
もう少しお勉強していただいて,また壁に当たったときは今回の反省を糧に質問してください.
お力になれるかもしれません.
昨日はすみませんでした。今回のDXFの件は削除してもらえませんでしょうか?
あまりにも無知な質問で、見苦しいので。。。。
まずは他にも見られている皆さんへの情報共有のため,メールで送られてきた画像をここに添付します.
インポート前(CADでの画面)と,インポート後(NCVCでの読み込み画面)です.→これは残してもいいと
思います。
そして送られてきたDXFをJW_CADで開いた画像です.

これまでのやり取りから,そちらでもJW_CADをインストールされていますよね.
わざわざ質問せずとも,JW_CADで開けば一発でわかるじゃないですか...ったくもう...あっウソだww CADの知識がないと無理かな~(ここはCADの質問場ではないんだけど)
文書だけのサポート掲示板である以上,質問する側にもある程度のスキルを求めます.
申し訳ないですが,これ以上のサポートは無理と判断します.ごめんなさい.
追伸
ここぞとばかりに追加のメールで質問を送ってこられましたが,その質問にはお答えしませんよ.
同じ質問を繰り返さないためにオープンな掲示板を用意しているのです.主旨をご理解ください.
まずは他にも見られている皆さんへの情報共有のため,メールで送られてきた画像をここに添付します.


インポート前(CADでの画面)と,インポート後(NCVCでの読み込み画面)です.
大変失礼いたしました。今メアドに送りました。
って言ってるのになぜ画像だけ送るのですか?
これではできるサポートもできませんよ.
ほんといいかげんにしてください.
SPAM対策を施しているだけです.まさかそのまま送ろうとする人が現れるとは...
@(アットマーク)に置き換えれば済む話なんですが,こういうやり取りはそろえろいいかげんにしてほしいです.
@は半角ですよ.念のため...
メールをおくることができません。。。 アドレスに[ ]がありますが、この影響ではないのでしょうか?
はい
確認ですが、眞柄様宛てのアドレスでよろしいのでしょうか?
画像がありませんよ...
[アップロード]を押さないと画像がアップロードされません.
どうせデータを確認することになると思うので,そのDXFを私のメルアドに送ってください.
メルアドはREADME.txtにあります.
アップロードした2つの画像です。左側(黒背景)がインポート前のCADで作成したDXFファイルで、
右側がNCVCでインポートしたDXFファイルです。このようにCAM図形になります。あとインポート
前のDXFファイルの原点はひょうたん形状の上の円の中心です。その原点にはORIGINを入力をし
たのですが。。。 本当はすぐに返事をしたかったのですが、土日が挟んで遅れました。
これもそのままですね.原点を示す円がORIGINレイヤに書かれていません.
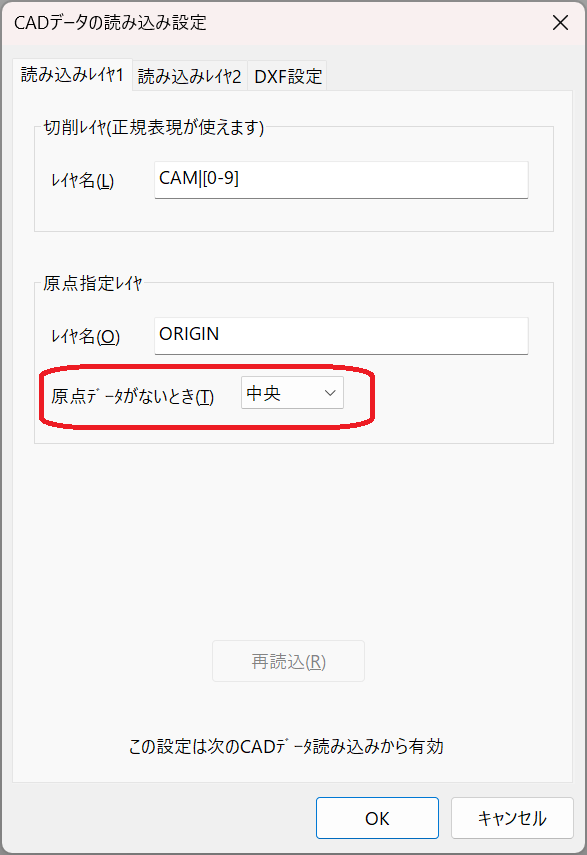
もし原点指示が煩わしい場合,NCVC側でも対処可能です.
[オプション]→[CADデータの読み込み設定]で
[原点データがないとき]を下の画像のように[エラー]以外を選択すればOKです.
(これも本に書いてるし,真っ先に確認する項目なんだけどなぁ...)
半円が直径?ちょっと意味がわかりませんが...
これまでのやり取りから,NCVCよりもCAD側の設定を怪しみます.
ちなみにJW_CADならDXFに吐かずとも,NCVCはJWWファイルを直接読めるので,JW_CADでチャレンジしてみてください.
あともう少し!
CAM ORIGINを意味は理解していますが、それをレイヤに記入しなければならないのですね。。。 ようやく理解しました。ただDXFをインポートするにあたって原点レイヤがみつかりませんでしたと表示されますが、CAM用データはインポートができました。あとDXFをインポートをすると半円が直径になったり、逆に向いたりします。。。なにか対策はありますか?
それは失礼しました.
で,何をお調べになったのですか?
たとえば Google先生に
”JW_CAD レイヤ名 変え方”
って聞けばすぐ出てきますよ.
(ホントはこれだけに反応したかった)
工具半径分のオフセットが必要です.これも本を買えば載ってますが...
って聞く前に自分で試しましょう.
レイヤは円、線を描くときに番号分けをしたりて、図形を重ねて作図はしますので、理解しているつもりです。
例えば直径100ミリの円の外周を削るときは、100ミリの円だけをDXFに保存をすればいいのでしょうか?ほかに
なにか継ぎ足す図面はあるのでしょうか?
あとJW CADでも作図をしてDXFに保存をして、それをNCVCにインポートをしても同じでした。。。
『なんでもかんでも聞けばいい』という姿勢ではなく,ご自身が何を調べたかも書いてくださいね.
その上で.以下Readme.txtからの引用ですが,これが理解できないということでしょうか?
こういう質問をされるということは,残念ながらレイヤの概念を理解されていないかと思われます.
そのままの意味ですけど...
レイヤ名の設定はお使いのCAD(この場合はPOWER SHARE)によって設定方法が異なります.そちらに聞いてください.ワタシにはわかりません.
前のトピックにも書きましたが,まずは本を買って勉強してください.レイヤの概念も説明しています.
レイヤとは,CAD製図において重要な概念で,知ってる(知ってて当たり前)前提で書いています.
仮にCAD側で設定できなくてもNCVC側で対処する方法もFAQに書かれています.
つまり(冒頭でも書きましたが)調べる努力が足りません.
フリーソフトを使う上での心構えですよ.がんばって!
そのR12形式のDXFの変換を試みましたが、わかりません。なにか良いソフトは存じ上げますか?
あとレイヤ名に名前をつけるとは何でしょうか?DXFファイルをエクスポートをするときに、番号
0のところに名前を付けてエクスポートをしてもダメでした。。。
https://zawazawa.jp/b5almsd0ra1jvhw3/topic/49
https://zawazawa.jp/b5almsd0ra1jvhw3/topic/56
あたりでなんとかなりませんか?
POWER SHAPE でのレイヤ名の変更方法は,ワタシにゃわかりません.
すぐに返事をみたのですが、いろいろ考えてしまい返事が遅れました。。。
DXFファイルをインポートをしようとすると→【切削レイヤが見つかりませんでした。CADデータを確認してください】と
表示され、起動しません。
使用しているCADはPOWER SHAPEです。
試しに.DXFをNCDに変えてインポートをすると起動はできますが、当然ファイルは出ません。。。
お世話になっております。
アドレスに間違いがあったため送付できていませんでした。
お手数をお掛けいたしました。
また、ご確認いただきありがとうございます。
問題無くインクリメンタル指令の動きになっていることが確認できました。
お忙しい中迅速にご対応いただき感謝申し上げます。
更新版への盛り込みを心よりお待ちしています。
この度は誠にありがとうございました。
無事受け取りました.以下のような感じで大丈夫でしょうか?
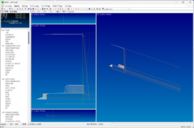
画像では少しわかりにくいかもしれませんが,現リリースよりもうまく逃げが表現できていると思います.
はて,届いていないようです.
まがら@maizuru-ct.ac.jp 間違いないですか?(全角ひらがなは半角英字に変換)
ローカルの迷惑フォルダにもないので,上位ではねられてるかも?
データは圧縮して送ってくださいね.
お手数をおかけしますが,よろしくお願いします.
あと,
そのデータのシミュレーション結果は,確認のためここに掲示しても良いですか?
お世話になっております。
返信遅れまして申し訳ありません。
早速のご対応いただきありがとうございます。
メールさせていただきましたのでご確認いただけますと助かります。
何卒よろしくお願いいたします。
たぶんできたと思うのですが,いかんせん検証作業が難しく,どうしようかと思案中(Pre-Releaseで公開とか?).
公開しても良いサンプルとかありませんか~?
この掲示板は画像しか貼り付けできないので,Googleドライブへのリンクか,私宛にメール頂けると幸いです.
(メルアドはREADME.txtの中にあります)
とりいそぎ上の例1,例2をそのまま入力してみた画像を添付します.クリックすると大きく表示されます.
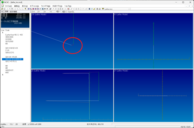
画像に丸印をつけたところですが,これがどうもわからなくて...
お世話になっております。
ご確認いただきありがとうございます。
現在未対応とのことで承知いたしました。
また、今後更新対応していただけるとのことで大変恐れ入ります。
何卒よろしくお願いいたします。
こんにちは
そもそもで申し訳ないですが,NC旋盤でのインクリメンタル指令(U,W)は現在サポートされておりません orz
単純に需要がなかったということですが,これを機に対応したいと思います.
しばらくお待ちください.
こんにちは
投稿にあたり,サポート掲示板の利用規約を読んでいただいてると思いますが,さすがにこの情報だけでどうにかなるものではありません.利用規約と重複しますが
などなど,可能な限り情報を提供してください.
ワタシャ神様でも聖人でもありませんので,もう少し考えていただかないと困りますよ~
意図したとおりのシミュレーション結果を確認できました。
ご対応ありがとうございました。
今後とも宜しくお願いいたします。