
まがら 様
いつも大変便利に使わせていただいております。
表題の件ですが、補正番号Dについてご相談です。
当方、FANUC機を使用してます。
径補正コード(G41,G42、G45~G48)を使用するときは最初だけ補正番号Dを記述しています。
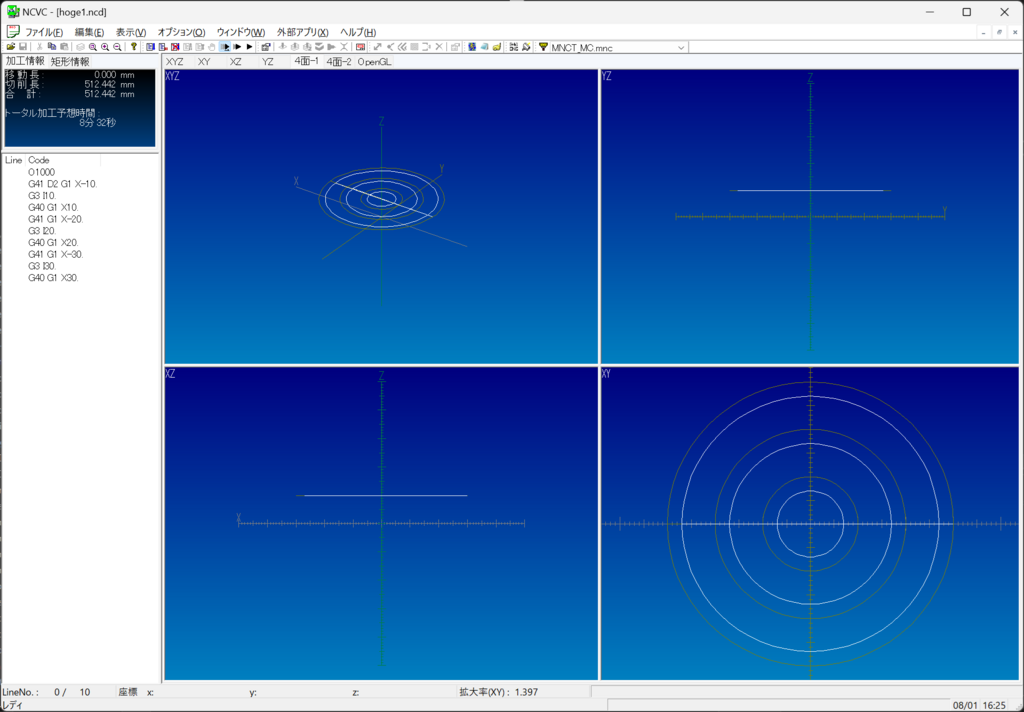
NCVCでは全ての径補正コードにD番号を記述しないと補正なしになるようで思った通りに描いてくれません。
(例)
O1000
G41 D1 G1 X-10.
G3 I10.
G40 G1 X10.
G41 G1 X-20.
G3 I20.
G40 G1 X20.
G41 G1 X-30.
G3 I30.
G40 G1 X30.
また、ワークごとにツールを変える時などは
サブプログラム内には補正番号を書かず
呼び出し側のメインプログラムで指定する場合もあります。
(例)
O0001
M98 P2 D1
M98 P2 D2
M98 P2 D3
M30
O0002
G41 ~
G40 M99
確認、ご対応、何卒宜しくお願い致します。
こんにちは
教育上の配慮ですが,FANUCの仕様としてはDのモーダルも認められているということで対応します.
(少し立て込んでいるので,いつになるかわかりません.)
こちらはVer4.14aで修正しました.
本校の実習で使っている範囲では問題ないと報告を受けておりますが,まだ問題があるようなら具体的に書いていただけると助かります.
早速のご連絡ありがとうございます。
お時間あるときで構いませんので
ご対応宜しくお願いします。
下記、例のような時にモーダルでないため、補正なしになります。
(例)
%
O0001
M98 P2 D21
X-100. M98 P2 D22
X-100. M98 P2 D23
X200. M30
O0002
G41 X40.
G3 I-40.
G40 G1 X-40.
M99
%
示していただいたコードを工場のスタッフとも確認しましたが,最新のVer4.14bでは径補正されているようです.NCVCのバージョンをご確認ください.
まがら 様
ご連絡ありがとうございます。
大変失礼しました。Ver4.14でした。
Ver4.14bで確認できました。
ただ、別の問題がわかりました。
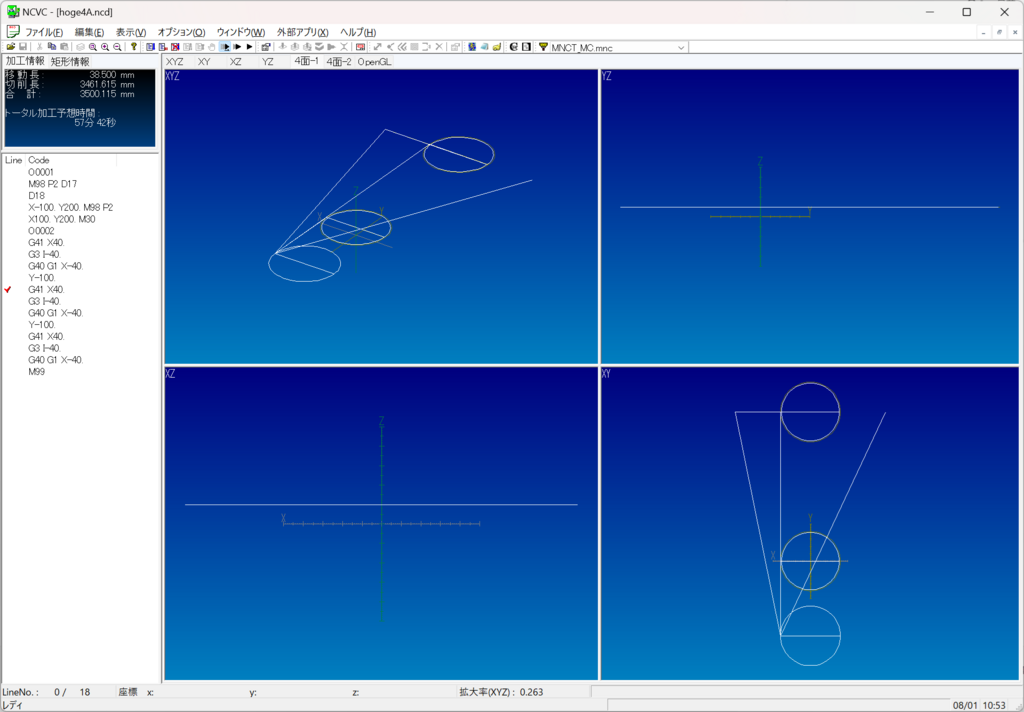
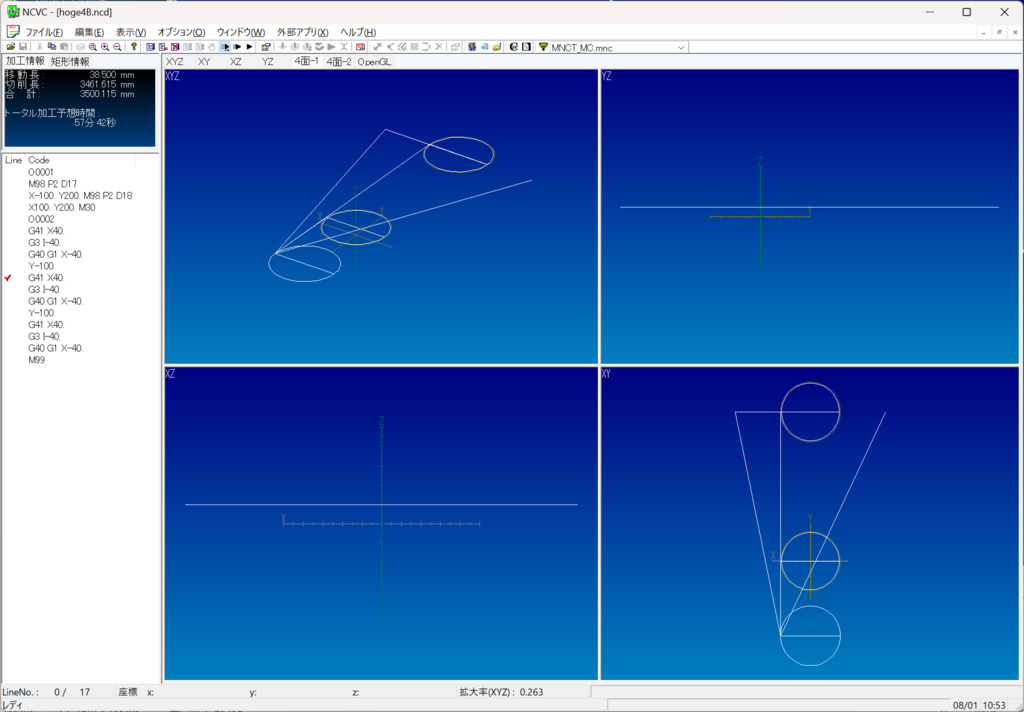
D18の記述位置を
例Aから例Bのようにした時に
例Bのパスがおかしくなります。
(例A)
%
O0001
M98 P2 D17
D18
X-100. Y200. M98 P2
X100. Y200. M30
O0002
G41 X40.
G3 I-40.
G40 G1 X-40.
Y-100.
G41 X40.
G3 I-40.
G40 G1 X-40.
Y-100.
G41 X40.
G3 I-40.
G40 G1 X-40.
M99
%
(例B)
%
O0001
M98 P2 D17
X-100. Y200. M98 P2 D18
X100. Y200. M30
O0002
G41 X40.
G3 I-40.
G40 G1 X-40.
Y-100.
G41 X40.
G3 I-40.
G40 G1 X-40.
Y-100.
G41 X40.
G3 I-40.
G40 G1 X-40.
M99
%
はて?違いがあるようには見えませんけども.
これの対策をVer4.14aでしたんだけどなぁ(Issue#21)
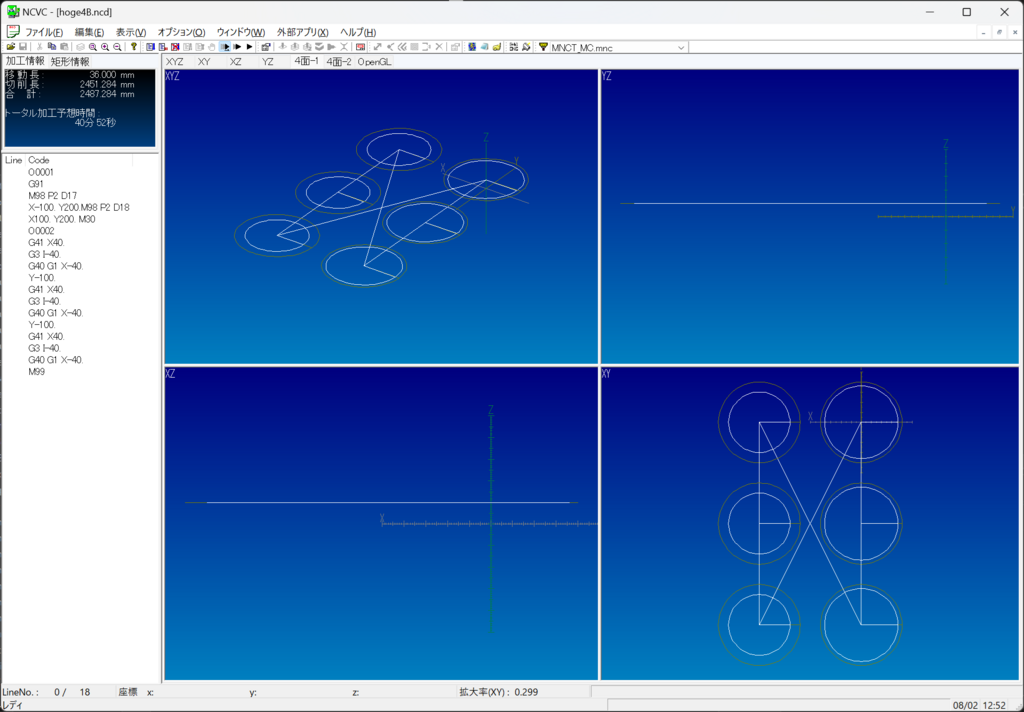
以下の画像はVer4.14bです.
すいません。
当方インクリメンタルなので
モーダルグループ3(G90,G91)の初期値は
G91を使用しています。
ちなみに径補正はD17=4.0、D18=10.0です。
なるほど確認できました.
調査するのでしばらくお待ちください.
ちなみに最初のD番号モーダルの件は意外と簡単に直せました.
こちらも意外と簡単になおりましたが,コアライブラリのBoostC++が間もなくバージョンアップするので,そのタイミングでリリースします.もうしばらくお待ちください.
バグレポートありがとうございました.
ご対応ありがとうございます。
リリースアップお待ちしております。
何卒、宜しくお願い致します。
意図したとおりのシミュレーション結果を確認できました。
ご対応ありがとうございました。
今後とも宜しくお願いいたします。