
NCに関しては、全く素人なため、意味不明な質問となっていたら、お恥ずかしい限りですが、以下に質問させていただきます。
★質問内容・・・NCVCを触りだして、まだ2日目ですが、以下のようなことが可能かどうか?及び可能な場合、どのように設定すればよいかについて、教えていただけると幸いです。尚、他の皆様のような高級な使い方は想定しておらず、単純にワークに対して、刃物を近づけて加工してその刃物を規定の場所に戻す際に、干渉が無いのかどうかのチェックに使いたいと想定しております。
その場合、例えばワークを回転させるためのチャックや刃物を含む刃物台を、NCVCにどのように入れてやれば、刃物と他のものが想定していない場所で干渉してしまうのかチェックできるか?です。
例えば、刃物が加工ワークに近づいた際に、ワークと想定しない場所で干渉しないように、予めワークの加工前形状をCADで作成しておき、それをNCVCで読み込む等をすればよいのでしょうか?
そのあたり、素人の私に教えていただけると幸いです。
よろしくお願いいたします。
こんにちは.
干渉チェックについてですが,残念ながらNCVCにはその機能はありません.
間接的にシミュレーション結果の工具軌跡から目視で判断することになります.
文面から察するにNC旋盤についてでしょうか?
NCVCが吐くコードの干渉チェックなら,作図段階である程度回避可能です.詳しくはいまからはじめるNC工作,またはインストーラ付属の解説書を参考に.
手書きのGコード等の干渉チェックなら要望次第でサポートされる場合がありますが,いまのところシミュレーション結果の目視でも充分判断可能かと思われます.
がんばってください!
おはようございます。ご返信、ありがとうございました。まずは、本を買って勉強させていただきます。よろしくお願いいたします。
本を購入させていただき、勉強を開始した段階ですが、その中で旋盤加工の中ぐりや突っ切りは対応していないとのことですが、現状でご対応となり予定はございますでしょうか?ある場合、いつごろか教えていただけると幸いです。
こんにちは.
本のご購入,ありがとうございます!
ご質問の件ですが,貧弱ながらも現在(NCVC Ver3.84以降)はサポートされています.
Windowsスタートメニューの[NCVC]->[旋盤データ生成解説書]をクリックしPDFマニュアルを開いてください.
(またはNCVC起動して[ヘルプ]メニューの[旋盤データの生成])
本の執筆以降もバージョンアップをしていますので,新機能はこのように別紙解説書として配布しています.
参考にしてください.
早速のご回答、ありがとうございました。確認させていただきます。
現状で、まずはNCVCのシミュレーション機能を、作成済みのNCプログラムのチェッカーとして使用可能かどうか、見極めたいと考えております。その場合、旋盤加工の最終形状を半断面で入力して、作成済みのNCデータを読み込むことでそのシミュレータとして活用することは可能でしょうか?尚、粗加工、中仕上げ、仕上げで使用する工具が異なり、そのそれぞれの工具の軌跡も確認できればと存じますが、いかがでしょうか?ご指導のほど、よろしくお願い申し上げます。
すみません、前述に追加質問で、例えば加工チップがΦ10の丸チップの際に、チップセンターをの移動座標を絶対もしくは相対値にて前述の作成済みNCプログラムを作成しております。そのような場合でも、前述のようにチップの移動位置確認等はNCVCのシミュレーション機能にて確認可能なのでしょうか?教えていただけると助かります。よろしくお願いいたします。
こんにちは.
使えるか使えないか,活用できるかできないかはそれぞれで判断されることなので,こういう聞かれ方をしても作者としては答えに困ります.
別にコンピュータが爆発するわけでもないので(笑)作成済みのデータでいろいろ試してみてはいかがですか?
そのときに意図しないシミュレーション結果なら,ご自身で「このソフトは使えない」と判断されればよいことです.
むしろ「こういうデータで意図しない結果なので改善できませんか?」というバグ報告(もしくは要望)なら大歓迎ですけど.
NC旋盤専用に設計したアプリケーションではないので,文面から察するに「物足りない」と感じると思いますよ.僕もプロの機械屋ではないので,ご指摘いただけると助かります.
老婆心ながら作成済みNCデータでよくある質問.
「拡張子をわざわざ .ncd に変更しないと使えねぇ」
という声をよく耳にしますが,拡張子を登録すれば使えます.著書のp.20に記載されています.
では健闘を祈ります.
すみません、質問の仕方が悪かったです。お聞きしたかったのは、NCデータの生成をしなくても、最終外形を入れて作成済みのNCデータを入れれば、シミュレーションまでできるのか?ということでした。とにかく、まずはご指摘の通り試してみます。よろしくお願いいたします。
作成済みNCプログラムの先頭('%'の次か最初のGコードの前)に
(LatheView=ワーク直径, Zmax, Zmin)
(ToolPOS=X,,Z)
の2行を追加すれば,削られる様子がNCVCでそれなりに表示されると思います.
1行目はワークの大きさを表し,2行目は工具の初期位置を表します.
この2行は旋盤手抜きマニュアルにも書いてある通り,カスタムヘッダーにあってNCVCが自動的に数値に置換する行です.既存のNCプログラムに手動で入れても機能します.
NCプログラムの仕様として決められているコメント行なので実機切削にも問題ないはずですが,たまにカッコを無視するCNCがあるのでご注意ください.
素人で誠に恐縮です。(LatheView=ワーク直径, Zmax, Zmin)とは、公差の上限/加減のことでしょうか?あと、これは(ToolPOS=X,,Z)、どんな意味でしょうか?素人で
申し訳ございません
難しく考えすぎです.公差なんて一言も書いてません.NC旋盤の座標系も理解されてるのか心配になってきた.ほかのページで検索してくださいね.
とりあえず簡単な例題を示します.以下3行を hoge.ncd として保存してください.適当なエディタで書いてください.メモ帳でOKです.
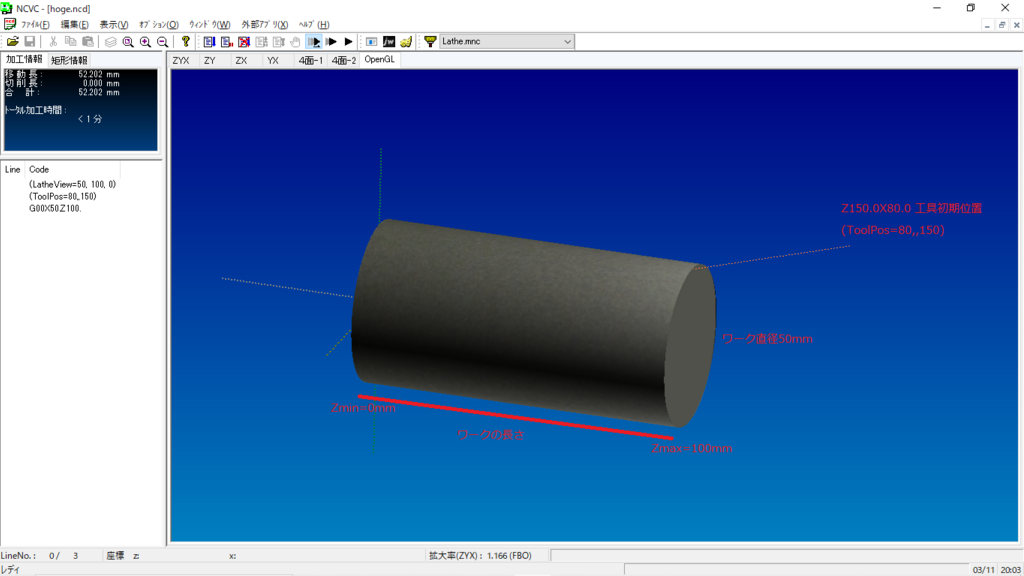
(LatheView=50, 100, 0)
(ToolPos=80,,150)
G00X50.Z100.
それをNCVCで開いてください.これでイメージできますか?これでもわからなければギブアップ...
アップロード画像が小さくて見にくい場合は画像を右クリックダウンロードし,ローカル上で拡大してください.
と書いてるんですけど...
"素人"は免罪符にはなりません.まずは旋盤手抜きマニュアルを熟読してください.
あと質問する前に自ら試す努力もお忘れなく.サポート掲示板利用規約も読んでおいてください.
『なんだか良くわからないけど質問しちゃえと言う方は~』のあたりです.
健闘を祈ります.ファイト~!!